05.2004
|
|
fib-02-04.htm
05.2004 |
 |
Vorwort | Kannelierte Säulen | Arbeitsablauf | Die Trägerschiene | Arbeitsablauf |
"In der Ruhe liegt die Kraft."
VorwortAlle Schiffsaggregate sind während des Einsatzes in heller Bewegung, nur die Nagelbank steht tief im Rumpf verankert wie ein Ochse, der am Berg einen Wagen zurückhält. Während um sie herum Mensch und Seil nur so herumwirbeln, hat sie selbst nur eine Haltefunktion. Nur leichtes Zittern und Knarren verrät die Kräfte, die da wirken.
Das auf Abbildung 1 dargestellte Aggregat umfaßt wie die meisten Schiffseinrichtungen mehrere Funktionen. Hier sind es erstens das Anbinden von Seilen, zweitens das Führen von Seilen und drittens die Funktion als Beibootträger, dazu ergibt sich viertens bei den tragenden Säulen die Möglichkeit, Funktion und Schönheit zu verbinden.
Während das Funktionsteil zu erstens, nämlich das eigentliche Nagelbrett, keine erwähnenswerten Fertigungsschwierigkeiten beinhaltet, benötigt man zur Herstellung der Seilführung, bestehend aus einem Stamm mit Durchbrüchen und Rollen, einige Erfahrung, das hierbei angewandte Fertigungsverfahren wird jedoch bei der Herstellung von Blöcken behandelt und deshalb hier ausgeschlossen. Es bleiben demnach die genuteten Säulen und der Beibootträger. Also Schmutz über das Autorenhaupt, wenn von den angekündigten Bänken nicht viel übrig geblieben ist. Was aber übrig geblieben ist, sind Fertigungseinzelheiten, die sich vielleicht auch bei anderen ähnlich gearteten Teilen anwenden lassen.
 |
 |
| Abb. 1: Der auf Baumaße (1:40) verkleinerte Planausschnitt zeigt unsere Nagelbank. |
Abb. 2: Gedrechselte Säule mit Hilfszapfen. |
|
|
Vorwort | Kannelierte Säulen | Arbeitsablauf | Die Trägerschiene | Arbeitsablauf |
Kannelierte Säulen
1. Drechseln
Die Möglichkeit zum Drechseln und der Vorarbeit hierzu wird hier einfach mal vorausgesetzt. Wenn
es sich einrichten läßt, sollte man durch eine Verlängerung an der dünneren Seite gleiche
Auflagedurchmesser schaffen. Wenn das jedoch versäumt wird, läßt sich die Auflagehöhe an der
Nutenfräseinrichtung korrigieren. An die Spannseite dreht man vor dem Abstechen ein Zäpfchen zur
Aufnahme der Teilscheibe an (Abbildung 2).
2. Nutenfräsen (Kannelieren)
Der Versuch, zwölf Nuten in einen Stab von 5 mm Durchmesser parallel und in gleichen Abständen
einzuschnitzen, endet wahrscheinlich in der Klapsmühle. Also muß ein Weg gefunden werden, der der
Gesundheit zuträglicher ist. Der erste Gedanke geht in Richtung der Methode, die bei der
Gangspillsäule angewandt wurde, also auf der kleinen Kreissäge. Nur hierbei wird der Nutengrund
scharfkantig, und vor allem wäre die Nute durchgehend. Wer jetzt eine großartige Idee erwartet,
braucht erst gar nicht weiterzulesen, wer sich aber mit einem zwar mühsamen, aber letztlich
funktionierenden Arbeitsablauf zufrieden gibt, ist auf der richtigen Seite. Die hierzu passende
Einrichtung wurde im Beitrag "Kleine Spiralbohrer fabrikneu anschleifen" ("ModellWerft" 1/2000)
eingesetzt.
Es handelt sich um ein waagerecht eingespanntes kleines Bohr-Schleif-Gerät (Firma Proxxon) mit
einem einfachen Schlitten. Der dort dargestellte Schlitten wird hier statt der Gabel mit einem
Spannböckchen ausgerüstet (Abbildung 3). Außerdem ist die Führungsschiene (Teil 2) in ihrer
Breite reduziert.
Fertigungsprobleme sind keine erkennbar. Auf den ersten Blick alles einfache Sägearbeit, der zweite trifft auf die Prismennute. Auch einfach - nur die Lage gibt zu denken, wenn nämlich die Säule eingelegt ist, muß ihre Mitte auf der Höhe "H" (der Fräsermitte) liegen (in unserem Falle 20 mm). Messen läßt sich die Höhe jedoch erst, wenn das Stäbchen drinliegt. Aber dieses wiederum läßt sich erst einlegen, wenn die Nute gesägt ist. Es muß also ein Punkt gemessen werden, der in der Luft liegt. Das geht nur auf Umwegen (siehe Abbildung 4). Die Vorgehensweise läßt sich aus diesem Bild ableiten: Der erste Schritt erfolgt auf dem auf 45 Grad gestellten Sägetisch nach oben gegen den Anschlag gedrückt (siehe Abbildung 5). Der Zweite auf dem nach der anderen Seite geschwenkten Tisch mit dem Anschlag nach unten. Die Maßgabe beim ersten Schnitt ist die Erreichung einer spitzen Auslaufkante. Diese muß nach Abschluß der Sägeoperation gebrochen werden, um dem Fräser Zutritt zu gewähren. Die richtige Lage des zweiten Schnittes ergibt sich durch die Erreichung des Maßes D x 1,4 1. Die Sägetiefe "S" entspricht dem Durchmesser der Säule, wobei der Einschnitt bei Verwendung eines dünnen Sägeblattes (zirka 1 mm) ruhig etwas tiefer sein kann. Die gesamte Maßfindung baut darauf auf, daß die Oberkante des Aufnahmeböckchens auf der Höhe "H", also auf Mitte Fräser, liegt.
 |
 |
| Abb. 4: Lage eines Rundkörpers in einem Prisma (D = S; h = H - hs): M = Spindelmitte; S = Schnittiefe; hs = Schlittenhöhe. |
Abb. 5: Prisma sägen auf schräg gestelltem Tisch: a = erster Schnitt; b = zweiter Schnitt. |
 |
 |
| Abb. 6: Wechselleisten für Nutentiefe 0,3 mm bei 0,1 mm Zustellung. |
Abb. 7: Fräsen mit Zustellung durch Wechselleisten. |
Weitere noch zu erwähnende Teile sind die vier Wechselleisten - nicht der Fertigung, sondern der Funktion wegen (siehe Abbildung 6). Bei einer angenommenen Tiefe der Säulennuten von 0,3 mm ergibt sich eine Reduzierung der Leisten um je 0, 1 mm (2,5 Nullleiste, 2,4, 2,3, 2,2). Die jetzt folgende Aufzählung von Einzeloperationen geht zum Teil schon aus den bisherigen Beschreibungen hervor.
 |
 |
| Abb. 8: Fräsen zwischen zwei Anschlägen (Arbeitsschritt d). |
Abb. 9: So sieht das Ergebnis aus. |
|
|
Vorwort | Kannelierte Säulen | Arbeitsablauf | Die Trägerschiene | Arbeitsablauf |
Arbeitsablauf
|
|
Vorwort | Kannelierte Säulen | Arbeitsablauf | Die Trägerschiene | Arbeitsablauf |
Die Trägerschiene
Dieses in seiner Einfachheit elegant wirkende Trägerelement ist zu einer Zeit entworfen worden, als man die Frage nach der Möglichkeit einer rationellen mechanischen Bearbeitung noch nicht zu stellen brauchte: Während für die unteren Seitenpartien ein unmögliches Fräswerkzeug eingesetzt werden müßte, läßt sich die obere Randpartie in Teilbereichen tatsächlich nur mit den Stecheisen herstellen. Das gilt auch für das Modell.
Da der Schiffsarchitekt nicht mehr erreichbar ist, muß man sich auf eine Art Schadensbegrenzung beschränken. In diesem Fall heißt das, den massiven Balken in fertigungsfreundliche Elemente zu zerlegen, ohne dem Erscheinungsbild zu schaden.
Es nützt zwar niemandem und es ist auch nicht sehr witzig, aber ich sage es trotzdem: An dieser Zerlegung habe ich einige Tage gebrütet. Und so sind aus dem einen vom Zimmermann bearbeiteten Balken 13 Einzelteile geworden (Abbildung 10). Damit sind zwar die Schwierigkeiten nicht gerade 13-mal geringer, aber mit der Hälfte sollte man auch schon zufrieden sein.
| 
|
| Abb. 11: Radien einfräsen mit dem Kugelfräser (Arbeitsschritt 1 b); der Schlitten ist auf einem kleinen Bohrständer befestigt: A = Anschlag; Z = Zwischenstück pro Randnute. |
Abb. 12: Flächen tieferlegen (Arbeitsschritt 1 c): a = gegen Querschlitten (Q), A = angeklebter Anschlag, Z = Zwischenstück pro Kante; b = am Längsanschlag. |
| 
|
| Abb. 10: In 13 Einzelelemente zerlegte rägerschiene |
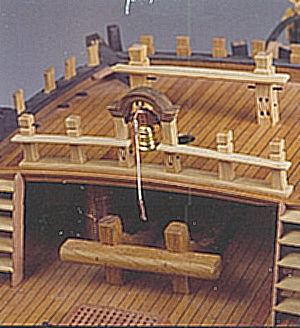
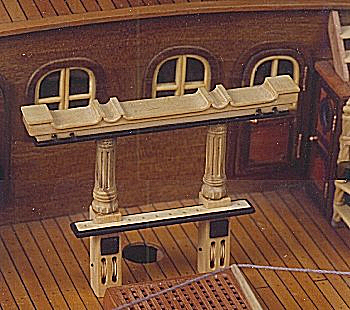
Abb. 14: Fertig ist die Nagelbank! |
|
|
Vorwort | Kannelierte Säulen | Arbeitsablauf | Die Trägerschiene | Arbeitsablauf |
Arbeitsablauf
Daß die beschriebenen Vorgänge auch realisierbar sind, zeigt die Abbildung 14. Da steht die Nagelbank zusammengebaut und an Ort und Stelle.


