|
 |
fib-02-05.htm
05.2004 |
erschienen in MODELLWERFT 02/1999
Juffern mit Beschlägen und ihre Montage
Abb. 2:
Drehen und einstechen ==>
Vorwort
Der Auftakt zur Herstellung dieser rollenlosen Blöcke zum Setzen der Wanten ist leider eine
Enttäuschung: An dieser Stelle sollten nämlich Herkunft und Bedeutung des Namens Juffer erklärt
werden Juffer ist der plattdeutsche Ausdruck für Jungfer, zu der Verbindung zwischen einer
Holzscheibe mit drei Löchern und einer Jungfer ist mir jedoch nichts eingefallen. Auch die
englische Bezeichnung "deadeyes" läßt nur eine schwache Assoziation erkennen, Also müssen wir uns
ohne Kenntnis der sprachhistorischen Hintergründe über die Juffern hermachen.
Mit einem Hinweis auf die besondere Geschicklichkeit. die zur Anfertigung dieser Teile
erforderlich ist. wäre auch niemandem geholfen. Wobei sich hinter diesem Hinweis sehr oft die
Unfähigkeit zu einer genauen Beschreibung verbirgt. Allerdings, je detaillierter die
Ausführungen. desto weiter hängt sich der Autor aus dem Fenster - manchmal fällt er auch runter.
Trotzdem soll die bisher praktizierte Art der Beschreibung nicht durch eine "gefahrlosere"
ersetzt werden. Der ganze Juffernbereich besteht ans den Rüsten, die die Juffern halten, den
Holzscheiben, durch die das Taljereep geführt wird, und den Beschlagteilen (Abbildung 1).
Anfertigung der Juffer (Holzteil)
Es handelt sich um eine Holzscheibe mit drei Löchern und einer Rille am Umfang. Sieht einfach
aus, aber spätestens beim Planen beziehungsweise Runden der zweiten Seite kommen die ersten
Bedenken. Bei der jetzt folgenden Ablaufbeschreibung wurden feste Maßbeispiele gewählt. Hieraus
ergibt sich die Möglichkeit der Umrechnung beziehungsweise Angleichung an anderen Abmessungen.
Die hier gewählte Juffer hat einen Durchmesser von 7 mm bei einer Dicke von 3,5 mm.
- Rohlingsvorbereitung Die Kenntnis um die Herstellungsmöglichkeiten eines
Vierkantbeziehungsweise Achtkantstabes von 8,5 min wird hier vorausgesetzt.
- Drehen in 1. Spannung (Abbildung 2)
- In Futter und Körnerspitze gespannt auf 7 mm Durchmesser überdrehen (für 12 - 15 Stück mit
zweiter Spannstelle auf Körnerseite).
- Bei langsam laufender Maschine mit der Schieblehre Rillen im Abstand von 2 mm anreißen und
mit der Dreikantnadelfeile etwas vertiefen (ausgelegt für eine Dreheinrichtung ohne
feinverstellbaren Support).
- Vorstechen zwischen den Scheiben. Hierbei muß die Gleichheit der Rillenabstände beachtet
werden Ein gutes Werkzeug für diese Aufgabe ist in Abbildung 3 dargestellt.
- Drehen in 2. Spannung (Abbildung 4 und 5) Diese Spannung erfolgt fliegend (ohne Spitze),
wobei höchstens sechs Stück pro Spannposition bearbeitet werden sollten. Das Werkstück wird also
hier in zwei Teilstücken bearbeitet.
- Runden der Stirnseite mit Stahl, Schmirgelholz, 800er Schmirgelpapier und polieren mit der
Rückseite des Papiers.
- Mittig einstechen mit Stechstahl, bis Randbreite "R" erreicht ist.
- Absägen mit kleiner, feiner Laubsäge (Abbildung 5). Das Sägeblatt wird hierzu so verkehrt
eingespannt, wie's nur geht:
Zähne nach hinten und Sägerichtung nach oben.
- Planen und Runden der zweiten Seite Hierzu muß etwas geschaffen werden, was den Knopf greift
und festhält, ohne die zu planende Seite abzudecken. Die in Abbildung 6 gezeigte Juffernklaue"
erfüllt diese Aufgabe und läßt sich ihrerseits in ein Futter einspannen. So ist hier die gleiche
Bearbeitung möglich wie bei 3a beschrieben. Sollte aber mal nur ein Jüfferchen herzustellen sein,
ist diese Operation auch manuell durchführbar.
Das Mittelteil des dargestellten Halters kann aus Kunststoff oder Messing gefertigt werden. Für
die drei Greifer genügt 0,5-mmMessingblech. Die hintere Schraubenreihe dient der Befestigung,
zwei Schrauben der vorderen Reihe werden entsprechend des Jufferndurchmessers voreingestellt,
während die dritte zum Öffnen und Schließen gebraucht wird. Für eine Schiffsausrüstung müßten
zwei Mittelteildurchmesser genügen.
- Bohren mit Bohrvorrichtung Beim Einbringen der Bohrungen spielen so viele Zufälle mit, daß
man sich auch hier zur Herstellung einer Vorrichtung entschließen sollte (Abbildung 7). Da die
geringste Abweichung von der Symmetrie des Bohrbildes mit dem bloßen Auge sichtbar ist,
unterliegt die Vorrichtung hohen Genauigkeitsanforderungen. Damit aber aus unserer Vorrichtung
keine Lehrenbohrwerksarbeit wird, ist die Fertigung aufgegliedert in Herstellung des Bohrbildes
all sich und in die Festlegung des Verhältnisses von Bohrbild zu Werkstück. Für den
Fertigungsablauf heißt das: Alle Vorrichtungsteile werden komplett hergestellt und montiert. Nur
die Werkstückaufnahme in Teil 2 wird noch nicht gebohrt. Diese Bohrung erfolgt ausgerichtet nach
dem Bohrbild, das sich durch ein Anbohren der drei Juffernbohrungen durch die Schablone Teil 3
ergeben hat (Abbildung 8). Der Mittelpunkt der Aufnahmebohrung liegt genau im Schnittpunkt der
Juffernbohrungen. Wenn man für die Aufnahmeplatte Plexiglas oder Hartstoff verwandt hat, ergibt
sich die Lage durch Verwendung eines Holzbohrers. Eine letzte Korrekturmöglichkeit bestellt
darin, daß man mit einer etwas kleineren Aufnahmebohrung und einer kleineren Juffer eine
Versuchsbohrung macht. Der gesamte Raum der Bohr- beziehungsweise Aufnahmeplatte kann für die
verschiedensten Jufferngrößen genutzt werden. Der eigentliche Bohrvorgang kann manuell oder
mechanisch erfolgen, wobei die Möglichkeit bestellt, die drei Bohrungen zur Schonung der
Bohrschablone nur anzubohren und auf die "Juffernklaue" gespannt fertig zu bohren. Zum Auf- und
Abspannen sind Teil 2 und 3 schwenk- und mit Abstecker, Teil 4. fixierbar.
- Was jetzt noch fehlt, sind die Seilausnehmungen an jeder Seite der drei Bohrungen. Sie lassen
sich am besten mit einem fingerförmigen Diamantschleifstift bewerkstelligen, der in einen
Kleinschleifer eingespannt ist.
 |
 |
 |
Abb. 3:
Zum Einstechen dient ein derartiger
Handstechstahl. |
Abb. 4:
Runden und nachstechen (fliegend) |
Abb. 5:
Juffer absägen |
 |
 |
 |
Abb. 6:
Skizze für die Juffernklaue/B> |
Abb. 7:
Skizze für die Bohrvorrichtung |
Abb. 8:
Lage des Aufnahmemittelpunktes |
Juffernstropp
Für diese Haltebänder, die beim Original aus Eisen geschmiedet wurden, ist beim Modell der
Biegsamkeit wegen Kupferdraht zu bevorzugen (in diesem Falle 0,6 mm dick). Die Verwendung von
Kupfer ermöglicht zwei Farbgebungen:
einmal die kupferfarbene und einmal die geschwärzte eisenähnliche Version. Hieraus ergeben sich
allerdings auch zwei unterschiedliche Fertigungsverfahren:
 |
 |
 |
 |
Abb. 9:
Biegen mit
angezeichneter Zange |
Abb. 10:
Biegen über
eine Mauser-Schieblehre |
Abb. 11:
Biegen auf Biegeeinrichtung:
1 = Grundplatte;
2 =
Kern Ø 6,8 mm x 2,5 mm hoch-
3 = Abstecker Ø 0,5 mm (2 x);
4 Abstecker Ø 1 mm. |
Abb. 12:
Zusammendrücken
des Rindsmit quer
genuteter
Pinzette |
Abb. 14:
Ausrichten der Juffern mit einer Hilfswante
==>
- Weichgelötete kupferfarbene Version (Eine Schwärzung vor dem Löten macht Lötschwierigkeiten,
und nach dem Löten verdirbt sie das Holz.)
- Abwinkeln mit markierter Zange, Schenkellänge 7,5 mm (Abbildung 9).
- Zweiter Schenkel über den Innenmeßschenkel einer auf 21,3 mm eingestellten Schieblehre
abwinkeln und auf 1,5 mm ablängen (Abbildung 10). Die Faktoren für die in Arbeitsgang 1-3
angegebenen Längenmaße sind der Jufferndurchmesser von 7 mm und eine Rüstbrettdicke von 2,8
mm.
- Biegen auf Vorrichtung (Abbildung 11) Um Bolzen biegen und beidrücken mit kleinem
Schraubenzieher. Enden zwischen zwei 0,5mmStifte legen und um 1 -mm-Stift Öse biegen.
- Juffer einlegen, Ring mit Pinzette zusammenklemmen und mit 0, 1 -mm Kupferdraht (aus Litze)
umwickeln. Hierzu benutzt man eine Takelpinzette (Abbildung 12).
- Umwickelte Stelle weich verlöten.
- Hartgelötete schwarze Version (Hierbei wird ein geschlossener Ring gebildet, der vor dem
Schwärzen angepaßt werden kann.)
- Abwinkeln mit markierter Zange, Schenkellänge 7,5 mm (Abbildung 9).
- Zweiter Schenkel über den Innenmeßschenkel einer auf 21,3 mm eingestellten Schieblehre
abwinkeln und auf 1,5 mm ablängen (Abbildung 10). Die Faktoren für die in Arbeitsgang 1-3
angegebenen Längenmaße sind der Jufferndurchmesser von 7 mm und eine Rüstbrettdicke von 2,8
mm.
- Biegen auf Vorrichtung (Abbildung 11) Um Bolzen biegen und beidrücken mit kleinem
Schraubenzieher. Enden zwischen zwei 0,5mmStifte legen und um 1 -mm-Stift Öse biegen.
- Hartlöten (Abbildung 13) wie in "ModellWerft" 11/97 (Gangspill, Abbildung 2 1)
beschrieben.
- An Juffer anpassen und wieder abnehmen.
- Schwärzen.
- Wie Arbeitsgang 4 der kupferfarbenen Version. Der Unterschied besteht darin, daß der durch
die Lötstelle geschlossene Ring mit geringerem Aufwand an die Juffer angepaßt werden kann,
wodurch sich die Beschädigungsgefahr für die Farbschicht verringert. Die Wicklung wird hier von
einer Spur Sekundenkleber gehalten.
Die endgültige Festlegung der in Arbeitsgang 1 bis 3 angegebenen Maße kann nur durch Probieren
erfolgen: Die Juffer muß bei zusammengefaßten Schenkeln festgeklemmt sein, und die Öse muß sich
spaltfrei schließen. Wenn dann die Maße so richtig stehen, tut's einem leid, daß das Modell nicht
mehr Juffern hat.
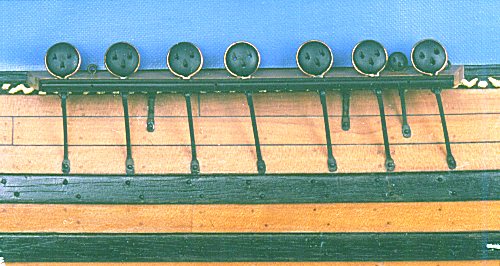
Montage der Juffern
Die Voraussetzung hierzu ist das endgültig befestigte Rüstbrett mit den Ausnehmungen für die
Juffernösen. Um die genaue Richtung der Juffer bestimmen zu können, setzt man einen Hilfsmast mit
einem Stück Schnur als Hilfswante. Wenn die jeweilige Juffer ausgerichtet und eingepaßt ist, wird
sie mit Zweikomponentenkleber festgeleimt. Läßt sie sich nicht mehr im Schlitz festklemmen, muß
man sie mit einer Plankennadel zum Halten bringen. Falls das nicht bereits beim Anbau des
Rüstbrettes geschehen ist, können bei dem Ausrichtvorgang auch gleichzeitig die Punkte für die
Befestigungsbohrungen der Rüsteisen angezeichnet werden (Abbildung 14).

Abb. 16:
Aufnahmeplatte für Rüsteisenrohling
==>
Rüsteisen
Für die hier gewählten Rüsteisen mit einem Schaftquerschnitt von 0.5x0,9 mm und einer
Befestigungsplatte von 0,3 x 1,9 mm dient ein Kupferdraht von 1 mm Durchmesser. Wie aus einem
Stück Draht so eine elegante Haltestrebe wird, zeigt der folgende Ablauf. 1. Draht klopfen auf
eine Breite von 1,5 mm x cirka 0,55 mm dick. Hierzu braucht man eine kleine Richtplatte, einen
kleinen Hammer und eine Zauberformel - der Draht biegt sich nämlich schneller, als man gucken
kann, in irgendeine Richtung. Dem ist leicht abzuhelfen, denn unser technisches Verständnis sagt
uns, daß man den Hammer nur in Richtung der Biegung zu kippen braucht, um den Schlagdruck auf der
Bogeninnenseite zu erhöhen und somit die Biegung umzukehren. Aber meist scheint der Draht anderer
Meinung zu sein und biegt sich munter weiter. Also muß die Zauberformel her, die, wie die
Abbildung 15 zeigt, natürlich keine ist.
 |
 |
 |
Abb. 18:
Maß X am Modell und die sich daraus ergebenden
Fertigungsmaße (X am Beispielmodell = 19 mm). |
Abb. 19:
Bearbeiten und anreißen zum Biegen |
Abb. 15:
Stellung von Hammerstiel zu Werkstück:
a = 45 Grad;
b = 90 Grad;
c = parallel |
Der Hammer wird für gewöhnlich in 45 Grad zum Draht gehalten. In dieser Stellung führt ein
Kippen des Hammers gleichzeitig zu einer Winkelveränderung in Längsrichtung des Drahtes und damit
zu einer Treppenbildung (Abbildung 15a). Ein Kippvorgang in der gewollten Richtung wäre eine
Kombination einer Bewegung in Seitenrichtung und in Richtung des Stieles. Und das ist meist
zuviel für den Kopf eines Gelegenheitshämmerers. Die bei b und c gezeigten Anordnungen
ermöglichen eine klar durchschaubare Steuerung: die erste durch Schwenken des Stiels von der
Waagerechten weg, die zweite durch Bewegung des Hammers von der Senkrechten weg.
Abb. 17:
1. Schritt: Maßeinstellung in Zange.
2. Schritt: in
Schraubstock spannen.
==>
- Um die Handhabung zu erleichtern, wird der Draht an einem Ende winkelig umgebogen. Die Länge
eines Drahtrohlinges sollte nicht über 150 mm sein. Um die nachfolgende Operation zu ermöglichen,
muß der Stab zum Schluß in zwei Ebenen gerichtet werden.
- Schmirgeln und Polieren beider Seiten auf 0, 5 mm Dicke. Hierfür wird eine Aufnahmeplatte
vorgeschlagen, die gleichzeitig auch zur Bearbeitung der Schmalseiten eingesetzt werden kann
(Abbildung 16).
- Befestigungsplatte anquetschen. Diese Aufgabe übernimmt ein kleiner Schraubstock mit glatten
Backen. Jetzt folgt eine der Kleinigkeiten, aus denen ein Modellbauerleben wie alle anderen Leben
auch - nun mal besteht: das Einspannen des im Schraubstock breitzudrückenden, in diesem Falle 2,8
mm langen Stückes in zwei Schritten (Abbildung 17).
Jetzt muß so kräftig zugedreht werden, daß eine Breite von 1,9 mm bei einer Dicke von cirka 0,3
mm gut erreicht wird. Gegebenenfalls muß man ein wenig richten.
- Das Zentrum der Platte wird jetzt mit einem leichten Körnerschlag versehen und von hier aus
das Maß X und das Maß X + 4 angerissen. Das Maß X ist die am Modell abgreifbare Strecke von der
Einhängeöse bis zur Befestigungsbohrung. Es wird am Rüsteisen durch Beachtung der Maße X + 4 und
X + 2 erreicht. Diese Maße sind Versuchsergebnisse
- Abgelängt wird die Strebe auf das Maß X + 4 von der Körnung aus gemessen.
- Schaft auf 0,5 x0,9 mm mit Verjüngung und Platte auf 1,9x2,8 mm bearbeiten und Kanten brechen
(Abbildung 19). Neben Schmirgelbrettchen und kleiner Feile braucht man hier das Aufnahmebrettchen
aus Abbildung 16.
- Anreißen: Maß X + 2.
- Bohren der Befestigungsbohrung mit 0,8 mm Durchmesser.
- Zunge und Öse biegen (Abbildung 20).
Montage der Rüsteisen
- Bei nochmals gesetztem Hilfsmast mit einer Wante als Ausrichtelement werden die einzelnen
Rüsteisen angepaßt, ausgerichtet, verbohrt und mit einer Stecknadel provisorisch befestigt. Nach
kritischer Betrachtung des Gesamtbildes und der befriedigenden Feststellung, daß alles mit der
Wantenlinie fluchtet, werden sie abgenommen und zum Schwärzen abgelegt.
- Rüstleisten anpassen, verbohren und wieder abnehmen (Abbildung 2 1). Das geschieht, weil die
Leiste je nach Bauart beim Einhängen der Rüsteisen stören würde. Wenn hingegen die Rüsteisen
vorher montiert würden, könnte beim Anpassen der Leiste die Schwärzung verkratzt werden.
- Rüsteisen mit Minibolzen ("ModellWerft" 3/95) montieren und mit Zweikomponentenkleber
festleimen.
Das Beste wird sein, man hängt das Rüsteisen ein, bringt mit dem Zahnstocher etwas
Zweikomponentenkleber in die Bohrung und drückt das Bölzchen mit einer Takelpinzette ein.
- Ankleben der Rüstleisten mit Planken-Stecknadeln.
 |
 |
Abb. 20:
Öse biegen mit Rundzange |
Abb. 21:
Die Rüstleiste stört beim Einhängen |
Exkurs: Schwärzen von Kleinteilen
Während zum Schwärzen von größeren Teilen einige aus der Waffenfabrikation stammende Mittel
bekannt sind, wird für Kleinteile (sie müssen allerdings aus Kupfer sein) Schwefelleber (für
wenig Geld in der Apotheke erhältlich) empfohlen. Wie erhält man nun aus dem Tütchen voll
kandiszuckerähnlicher Bruchstücke eine dünne schwarze Schicht auf einem kleinen
Kupferbeschlagteil? Ganz einfach: Je nach Größe der Teile genügt schon der Deckel einer
Wasserflasche, den man mit Wasser füllt und mit einem erbsengroßen Stück Schwefelleber beschickt.
Nach dem Auflösen wird die Brühe gelb. Die sauberen und fettfreien Teilchen werden in die
Flüssigkeit gelegt und mit dem Zahnstocher leicht bewegt, wobei sie sich zusehends schwärzen.
Nach vorsichtigem Spülen in klarem Wasser legt man sie auf einem Haushaltstuch ab. Es dient der
Festigkeit, wenn man die Teile ein paar Tage liegenläßt. Absolut kratzfest werden sie nicht, aber
wer kratzt auch schon an einem Schiffsmodell. Noch ein Wort zu "sauber und fettfrei-: Das schafft
man, wenn man die Teilchen in der Pinzette mit dem Glasradierer bearbeitet und sie noch mit
Azeton "abspült". Nur eine saubere Oberfläche garantiert eine gleichmäßige Schwärzung!
Günter Bossong