05.2004
|
|
fib-02-06.htm
05.2004 |
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
Blöcke mit Scheiben

Von dem Ursprung der Idee, eine Kraftverstärkung durch Seilzüge zu erreichen, erzählt die alte
Legende vom Hölzernen Kumpel:
Die Schönheit eines frühzeitlichen Morgens wurde nur getrübt durch den Umstand, daß einer der
neanderthaler Steinhauer seinen Kumpel seltsam steif neben sich liegend fand. Aus Erfahrung wußte
er, daß der Mann nicht mehr zum Steintransport zu gebrauchen war. Da harte Zeiten keine Zeit zur
Trauer lassen, band er das Ende des Seils, an dem sonst sein Kumpel gezogen hatte, an einen Baum,
legte wie gewohnt den Strick um den zu verschiebenden Steinbrocken und zog an seinem Ende - auch
wie gewohnt. Als sich dann der Stein genau so bewegte, wie er es unter dem Zug von zwei Männern
getan hatte, verschlug's ihm den Atem und sein hilfloses Gestammel verhallte im Urwald. Wieder
seiner Sprache mächtig lief die Nachricht von der wundersamen Kraftverstärkung von Höhle zu
Höhle, und angesichts der Rationalisierungsmöglichkeiten, die sich hieraus ergeben würden, kam
helle Freude auf. Spätere Generationen haben dann noch den Reibungswiderstand durch eine Rolle
vermindert. Sonst hat sich bis heute nicht viel geändert.
Und damit sind wir beim Thema: der Rolle oder, wie sie der Seemann nennt, dem Block. Die generelle Aufgabe eines Blocks ist die Umlenkung eines Seils. Die kraftverstärkende Wirkung ergibt sich aus der Kombination mehrerer Blöcke bzw. Scheiben. Die vorher erzählte Ursprungsgeschichte ist zwar ganz nett aber bei der Herstellung von Blöcken im Modellmaßstab hilft sie herzlich wenig. Was aber hilft ist zuerst einmal eine stark vergrößerte Zeichnung. Der Maßstab 10: 1, den man bei solchen Kleinteilen wählen kann, hat neben der guten Übersieht noch den Vorteil, daß man ermittelte Maße und Radien einfach durch Versetzen des Kommas übernehmen kann.
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
 |
Blocktypen | -.- |
Die verschiedensten Blockarten und -formen werden hier in zwei Fertigungsgruppen eingeteilt, wobei für jede Gruppe wenigstens ein Musterbeispiel gewählt wurde, das die Ableitung leicht modifizierter Ausführungen erlaubt.
 |
 |
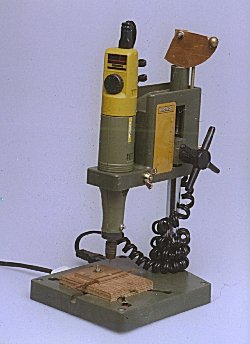
| Abb. 1: Nuten-Bohr-Fräsmaschine |
Abb. 2: Fertigungseinrichtung zur Scheibgattfräsung |
Unabhängig von der Außenform bzw. der Vorschubmöglichkeit besteht der eigentliche Fertigungsschwerpunkt in der Herstellung der Durchbrüche. Von den Fertigungsschwierigkeiten hierbei zeugt neben anderem die Tatsache, daß häufig der Schlitz mit Scheibe durch eine einfache Bohrung ersetzt wird. Eine derartige Vereinfachung wird jedoch spätestens bei einer Blockhöhe von 3 mm sichtbar. Da die Durchbrüche für alle Blöcke und Scheibeneinheiten gleich sind und mit den gleichen Fertigungsschwierigkeiten behaftet, ist die Fertigungseinrichtung hierfür vorab zu beleuchten.
 |
 |
| Abb. 3: Rücklaufsperre |
Abb. 4: Häufigste Blockform mit Mehrscheibenberechnung; s = Scheibendicke, z = Zwischenwand. D (3 - Scheibenblock) = D + 2 (z + s) |
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
|
|
Fertigungseinrichtung zur Scheibgatfräsung | -.- |
Das in Abbildung 1 dargestellte Maschinchen ist das Kernstück des Ganzen. Zu der Maschine selbst ist nicht viel zu sagen, nur vielleicht, daß der kleine Bohrdrehgriff für den minutiösen Bohr-Fräs-Vorgang sehr günstig ist und der Schalter auf eine bequeme Stelle gelegt wurde. Die paar werkstückspezifischen Hilfsmittel sind auf dem Foto sichtbar und in der Folge beschrieben. Da ist zuerst eine Werkstückaufnahme, bestehend aus einer Grundplatte (Abb. 2) mit einer festen und einer beistellbaren Führungsleiste (nur für Gruppe 1).
Ein weiterer Zusatz ist die exzentrische Scheibe über der Bohrsäule. Hierbei handelt es sich um eine etwas absonderliche, aber einfach herstellbare Rücklaufsperre (Abb. 3). Die Herstellung ist aus der Skizze erkennbar. Zur Funktion ist noch zu sagen, daß der kleine Gewichtsknopf die Kurvenscheibe bei Zustellung immer in Kontakt mit der Säulenhülle hält und so durch Selbsthemmung den normalen Rücklauf der Bohreinheit verhindert. Je größer die Scheibe, verbunden mit einer geringeren Steigung der Exzenterkurve, desto größer ist auch die Selbsthemmung. Diese ist um so geringer, je kleiner die Scheibe ist.
Die Kurvenscheibe wurde hier so klein gewählt, daß die Hemmung gerade noch ausreicht, wenn die Lauffläche der Scheibe mit grobem Schmirgelleinen aufgerauht wird. Um eine gleichmäßige Steigung zu erreichen, wird jeder Strahl (siehe Konstruktionsschema) dem vorherigen gegenüber um den gleichen Betrag (hier 1 mm) verlängert. Die Bohrung "x" dient zur Aufhebung der Sperrfunktion. Dann bedarf es noch einer Bohrtiefenbegrenzung, hier durch eine einfache Schraube gelöst.
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
|
|
Blöcke Gruppe 1 | -.- |
Als beste Erklärung dient ein konkretes Beispiel. Repräsentativ für diese Gruppe wurde der in
Abbildung 4/A dargestellte Block ausgewählt. Die Höhe "H" ist mit 10 angegeben. Daraus ergibt
sich das Verhältnis aller anderen Maße zu "H". Bei dieser Gelegenheit hier noch einige
Relationen, die, wenn nicht beachtet, oft das schönste Modell verderben.
Die Stärke des Läufers (des Seils, das über die Rolle geht) beträgt etwa ein Achtel der Höhe des
Blocks: L = 0, 125 H.
Der Hanger oder Schenkel (das Seil, an dem der Block befestigt ist) hat einen Durchmesser von
etwa einem Sechstel der Höhe: S = 0, 16 H.
Der Durchmesser des Stropps (des Seils, das um den Block gelegt wird) liegt etwas über dem
Durchmesser des Läufers, wobei die Wuling den Durchmesser noch leicht erhöht. Andere Zahlen
ergeben sich daraus, daß entsprechend dem Einsatz oft mehrere Scheiben nebeneinander liegen: Pro
zusätzlicher Scheibe verbreitert sich der Block um S + Z. (Abb. 4/B)
Abb. 6: Grätingsschlitten, für Blöcke umgerüstet; H = Blockhöhe (Schnittzeichnung) |
 |
| Abb. 10: Klemmpinzette, gekürzt und beklebt. |
Abb. 7: a) Schablone für 0,8er-Bohrer und größer; b) verstärkt für kleinere Durchmesser, c) Stopfnadel mit Hut. |
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
|
|
Der Fertigungsablauf gestaltet sich so (Abb. 5): | -.- |
Alternative für die Operationen 5-11:
13. Feilen mit Schmirgelholz: Radius r = 7,5 über die gesamte Länge.
14. Einfeilen aller Nuten auf der Schmalseite mit einer Vierkantfeile und Verbreiterung mit dem
Schmirgelholz.
 |
 |
| Abb. 8: waagerecht liegende Kleinbohrmaschine mit höhenverstellbarem Tisch, x = Bedienerposition. |
Abb. 9: Schrägführung, auf dem Sägetisch befestigt; P = manueller Druck. |
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
|
|
Block-Gruppe 1 a | -.- |
Scheibenträger, die zwar nicht als einfache Blöcke zu bezeichnen sind, aber in die erste Gruppe gehören, weil sie einfach zwischen zwei Leisten vorgeschoben werden können, sind in Abbildung 11 dargestellt. Es handelt sich um glatte Säulen von Nagelbänken, Kattdavits, Schotund Violinblöcke. Sie lassen sich zwar genauso bearbeiten wie die vorher behandelten Blöcke, nur kann die Längsnut nicht ausgeführt werden: bei den Pfosten nicht, weil die Rille nicht durch die Rundung verschwindet (Abb. 5: Vergleiche Op. 4 mit Op. 15/16), und bei den übrigen nicht, weil die Form einen Sägeschnitt meist nicht zuläßt. So müssen die Körnung und das Anbohren ohne die helfende Rille vorgenommen werden.
 |
 |
| Abb. 11: Rolleneinheiten, Gruppe 1 a. | Abb. 12: Rolleneinheiten der Gruppe 2 |
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
|
|
Blöcke der Gruppe | -.- |
Hierbei handelt es sich, wie eingangs angedeutet, um Teile, die zum Bohren und Fräsen des Schlitzes auf einen Schlitten gespannt werden müssen: Rollen in Mastfüßen, Mastspitzen, Rahspitzen und Nagelbankpfosten etc. (Abb. 12). Auch sie haben den bei der Gruppe 1 a angesprochenen Nachteil: das Fehlen der gesägten Längsnute. Der Schlitten ist eine ganz einfache Holzausführung mit einer werkstückspezifischen Auflage und mit einfachem Spannbügel.
 |
 |
| Abb. 13: Schlitten mit werkstückspezifischer Aufnahme "w". |
Abb. 14: Bohrvorrichtung. 1) Bohrschablone, 2) Aufnahmeplatte, 3) Grundplatte, a) Schwenkpunkt, b) Absteckbohrung. |
| Vorwort | Blocktypen | Scheibgatfräsung | Blöcke Gruppe 1 | Fertigungsablauf Gruppe 1 | Block-Gruppe 1 a | Block-Gruppe 2 | Drehbaren Scheiben |
|
|
Blocks und Scheibeneinheiten mit drehbaren Scheiben | -.- |
Aus welchen praktischen oder philosophischen Gründen auch immer sich jemand entscheiden sollte die Scheiben drehbar zu machen, so ist hier eine durchaus gangbare Möglichkeit aufgezeigt: Die Bohrung für den Bolzen wird unmittelbar nach der Fertigung des Scheibgats eingebracht. An diesem Punkt des Ablaufs läßt sich das Scheibenzentrum mit Berücksichtigung des Seildurchgangs am besten finden.
Die Scheibenfertigung: Der Drehvorgang für die Scheiben ist ähnlich der in MW 2/1999
beschriebenen Juffernfertigung.
Die dort beschriebene Bohrvorrichtung eignet sich ebenfalls. Da die Scheibe nur eine
Mittelbohrung hat, kann hier die Zentrierung, die durch das Anbohren durch die Bohrschablone in
die Aufnahmeplatte entsteht, direkt als Bohrmittelpunkt für die Aufnahmeplatte dienen (Abb. 14).
Es bietet sich an, vor Bohrbeginn einen Kontrollkreis um die Zentrierung zu legen. Wer mit dem
bloßen Erscheinungsbild des Blocks zufrieden ist, spart sich allerdings 'ne Menge Arbeit. Es
dreht sowieso kein Mensch mehr daran.
Die Montage: Wenn alle Maße eingehalten wurden, ist der Einbau der Scheibe reine Routine:
Scheibe rein, ausrichten, Stift (seemännisch: Nagel) rein. Doch ab 5 mm Blockhöhe und weniger
bekommt die Routine Haken: Je kleiner der Block wird, desto schwieriger ist es, den Winzling zu
halten.
Da gibt es zwei mögliche Abhilfen:
Erstens, der Block wird schon vor dem Einsetzen der Scheibe in das Halteseil (Stropp)
eingebunden. Daran läßt sich eine provisorische Leine befestigen. Die hat dann etwa die gleiche
Funktion wie die Leine, mit der sich die Astronauten anbinden, damit sie nicht im Weltraum
verloren gehen.
Der Nachteil dieser Methode ist, daß der Nagel durch den Stropp kaum noch reingeht. Die zweite,
bessere Methode besteht darin, daß man die Scheibe unmittelbar vor dem Abtrennen einbaut und
somit der Stab als Handgriff dient. Aber auch dies hat einen Nachteil: Zur Bearbeitung der
Abtrennseite ist man auf eine Zange oder Pinzette angewiesen. Der Schlitz ist besetzt. Eine
Gruppenaufnahme (Abb. 15) zeigt wohin die ganze Mühe geführt hat. Als Abschluß noch eine
Darstellung, wie ein Block eingebunden ist (Abb. 16).
Wie die vorbildgetreue Ausführung zu Stande kommt, findet sich zusammen mit anderen Seiltricks in einem kommenden Artikel.


