05.2004
|
|
fib-02-08.htm
05.2004 |
 |
Vorwort | Ausgangsmaterial | Arbeitsablauf | Reitstock | Schmirgelholz | Holzausführung | Messing-Version |
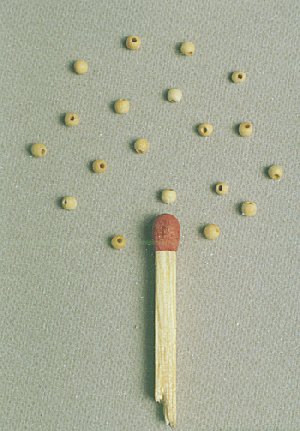
"Sind sie der Autor der Mastwerkstatt?", sagt eine freundliche Stimme am Telefon. "Was kann ich für sie tun Lady?", sage ich. "Entkräften Sie die Unterstellung, daß wirklich schwierige Dinge wie zum Beispiel die Rackperlen von ihnen vornehm übergangen wurden". Ich lache, sie lacht. "Ich hoffe, sie haben meinen Scherz nicht mißverstanden. Die Wahrheit ist, ich brauche wirklich Rackperlen mit einem Durchmesser von 1,5 mm und einer Bohrung von 0,5 mm" Und das war der Anstoß, der die Perlen ins Rollen brachte.
Warum nennt man diese Abstandshalter eigentlich "Perlen"? Eine Perle ist ein Gebilde aus einer Muschel, und das ist keinesfalls rund und ein Loch hat es schon gar nicht, es sei denn, es muß den weißen Hals einer Lady schmücken. Aber gerade dieses Loch macht die Herstellung unserer Rackperle so schwierig.
Daß die Verwendung dicht gewachsenen Holzes hier noch zwingender ist als bei kleinen Schnitzereien, ist klar. Klar ist auch, daß die meisten Kleindrehbänke hier an ihre Grenzen stoßen. Also sind wieder geschickte Modellbauerhände gefragt. Apropos, "geschickte Hände" ist das häufigste Attribut, das der Betrachter einem Modellbauer zumißt. Das Gleiche würde aber auch für Klavierspieler und Kartenkünstler gelten. Aber weder kann ein Kartenkünstler Klavier spielen noch umgekehrt. Und Modelle bauen können beide nicht. Sollte vielleicht die oft zitierte Geschicklichkeit nicht in den Händen, sondern im Kopf liegen? Wo auch immer sie angesiedelt ist, hier wird sie gebraucht, zusammen mit einem vorher festgelegten Ablauf. In einem Artikel über die Herstellung eines Gangspills ist in einem Exkurs eine Rackperle erwähnt, deren extreme Winzigkeit das Wort "Tricks" aufdrängt. Diese Vorstellung, daß es "Tricks" sind, die zu solch extrem kleinen Kügelchen mit Loch rühren, wurde dort durch die Bemerkung widerlegt, daß sich die Fertigung aus acht klar zu definierenden Arbeitsgängen zusammensetzt. Diese nur für die Gegenüberstellung gemachte Angabe erhöht sich noch um zwei Arbeitsgänge.
Um die im vorigen Absatz gemachte Äußerung: "stoßen die meisten Kleindrehmaschinen an ihre Grenzen", nicht in der Luft hängen zu lassen, hier ein paar Worte zu diesen "Grenzen": Der zu ladende Ausgangsstab mit zum Beispiel 2 mm Durchmesser wird je Perle vorgeschoben. Das jeweils zu bearbeitende Stück muß in einer Spannung zentrisch gebohrt, außen zur Kugel gedreht, angestochen und aufgefangen werden. Das heißt, die jeweiligen Werkzeuge müssen pro Perle nacheinander vor Ort gebracht werden. Bei einer Perle von 5 mm Durchmesser kein Problem! Noch eins: Das in diesem Falle erforderliche Formwerkzeug bedarf äußerster Pflege. Wohl dem, dem diese Technik zur Verfügung steht, der Rest der Welt begibt sich auf den "Fußmarsch".
|
|
Vorwort | Ausgangsmaterial | Arbeitsablauf | Reitstock | Schmirgelholz | Holzausführung | Messing-Version |
Ausgangsmaterial und Form
Nach einem Haufen Scherben, in diesem Falle geplatzten Perlen bleiben nur zwei mögliche Hölzer übrig: Bux und Eben. Die Ausgangsmaße werden bestimmt durch die Länge des Bohrers und dessen Verlauf. Die exakte Festlegung der Faserrichtung, wie zum Beispiel bei sehr dünnen Stäben, kann man sich hier aus zwei Gründen sparen. Erstens, die Stäbe sind höchstens 25 mm lang, und zweitens, das vorgeschlagene Holz ist fast homogen. Bei der hier als Beispiel gewählten Perle von 1,5 mm Durchmesser mit einer 0,5er-Bohrung sind die Ausgangsmaße etwa 3,5 x3,5x22 mm. Eine genaue Parallelität der vier Seitenflächen zueinander ist sehr hilfreich bei den folgenden Operationen.
|
|
Vorwort | Ausgangsmaterial | Arbeitsablauf | Reitstock | Schmirgelholz | Holzausführung | Messing-Version |
Arbeitsablauf
|
|
Vorwort | Ausgangsmaterial | Arbeitsablauf | Reitstock | Schmirgelholz | Holzausführung | Messing-Version |
Bau eines Reitstocks
Das Vorhandensein einer waagerecht gespannten Kleinbohrmaschine wird einfach mal
vorausgesetzt.
Der Bau eines Reitstocks erfordert einige Präzision. Wollte man dabei eine übliche maßgesteuerte
Fertigung durchführen, würden einige Bohrwerksarbeiten anfallen. Die Erklärung dafür, daß hier
ohne zu zögern vorausgesetzt wird, daß dem Leser keine entsprechende Einrichtung zur Verfügung
steht, ist folgende: Jemand, der ein Bohrwerk besitzt und nicht damit umgehen kann, dem können
ein paar Sätze in diesem Artikel auch nicht helfen. Und jemand, der es kann, kann sich auch ohne
gute Ratschläge einen Reitstock bauen. Da es im Grunde nur die Maße sind, die Schwierigkeiten
bereiten, lassen wir sie einfach weg und fertigen analog: Wie der Schneider, der zur
Feinabstimmung das Metermaß gegen Stecknadeln austauscht.
Das Einzige, das man außer Holz
braucht, ist einer jener Bohrerschäfte von 2,35 mm Durchmesser, von dem der Bohrer abgebrochen
ist. Die Körnerspitze (Abbildung 7, Teil 1) ist also im Ansatz vorhanden, sie braucht nur etwas
nachgeschliffen zu werden. Der Schlitten (Teil 3) ist ein Holzklötzchen von etwa 25 x 35 x
Höhe.
 |
 |
| Abb. 7: Einfacher Reitstock für kleine Drechselteile |
Abb. 8: Montieren der ersten Leiste (Teil 3) a Schlittenbreite, A Ausrichtstück, P Prüfstab. |
Die einzige Forderung ist eine ebene Bodenfläche und parallele Seitenflächen des Breitenmaßes 35 (Maß "a"). Was jetzt noch fehlt, sind zwei Führungsleisten von ca. 7x7x50 (Teil 3). Und damit sind wir auch beim eigentlich kritischen Vorgang: der Parallelität zur Bohrachse. Hierzu spannt man einen möglichst langen Bohrer als Prüfstab (Abbildung 8, Teil P) ein und bringt ihn zum schlagfreien Laufen. Zuerst wird die Parallelität zur Bodenfläche geprüft und eventuell korrigiert. Dann wird ein Hilfsstück (Teil A) benötigt, mit der Länge des Bohrers und etwa der halben Breite des Schlittens. Die Höhe liegt etwas über der Bohrungsmitte. Auch hier ist die einzige Forderung die Parallelität der Seitenflächen. Wenn jetzt dieses Hilfsstück nach dem Bohrer ausgerichtet und auf der Grundplatte festgedrückt wird, läßt sich die erste, vorher mit Leim bestrichene Laufschiene anlegen und aufdrücken.
Eine sichere Lage des Hilfsstückes wird erreicht, indem man die Auflagefläche mit 500er-Schleifpapier beklebt. Nach dem Abbinden der ersten Leiste wird der Schlitten aufgelegt und die zweite gegengedrückt und festgeleimt. Da der Schlitten sich jetzt auf das Bohrfutter zuschieben läßt, braucht man nur noch einen kurzen Bohrer einzuspannen und kann so die Aufnahmebohrung für die Körnerspitze bohren. 6 mm Tiefe sind schon ausreichend, wenn man die Körnerspitze entsprechend kürzt. Diese so geschaffene Einrichtung hat zwar keine Bohrwerksqualität, sie dürfte jedoch für kleine Teile bei einem Verfahrbereich des Reitstockschlittens von ca. 20 mm ausreichend sein. Bei einer notwendigen Erhöhung des Schlittens oder einer Spielbeseitigung an den Laufflächen hilft wie schon bei anderen Gelegenheiten ein Stück Tiffany-Kupferlitze. Ein Schlitz in der Grundplatte und eine Schraube im Schlitten dienen der Fixierung (siehe Abbildung 7).
 |
 |
| Abb. 9: Formwerkzeug - x = Länge des vorhandenen Bohrers. |
Abb. 11: Herstellung des Formwerkzeuges - Op. 1-8 |
|
|
Vorwort | Ausgangsmaterial | Arbeitsablauf | Reitstock | Schmirgelholz | Holzausführung | Messing-Version |
Kugelform-Schmirgelholz
Zur Herstellung konkaver Radien gibt es jede Menge Werkzeuge:
Rundfeilen, Diamantstifte und Rundschmirgelhölzer. Zur Herstellung von konvexen Radien bzw.
Kugeln gibt es fast nichts. Wir reden hier von Radien bis runter auf 0,5 mm. Wie bei Operation 8
beschrieben, ist die Herstellung einer Kugel mit flachen Werkzeugen zwar möglich, jedoch kommt
eine wirkliche Kugelform nur bedingt zustande. Das Werkzeug, das da eine ganz klare Verbesserung
bringt, ist auf Abbildung 9 dargestellt. Es handelt sich um eine Leiste von etwa 4x7 x 60 mm mit
einer Rille, die mit 400erSchleifpapier ausgekleidet ist. Bei dem hier angenommenen
Perlendurchmesser von 1,5 min und einer Schleifpapierdicke von 0, 15 mm muß der Rillendurchmesser
1,8 mm betragen (Abbildung 10). Bei Kugeln von über 3 mm empfiehlt es sich, den Schleifbereich zu
reduzieren. Bei dem zu verwendenden Material liegt die Wahl zwischen dicht gewachsenem Holz und
Messing. Da die Messingversion mehr Voraussetzungen erfordert, nehmen wir zuerst die weichere
Sorte.
 |
 |
| Abb. 10: Abmaße für 1,5-mm-Kugel |
Abb. 12: Kugelform-Schmirgelholz im Einsatz |
|
|
Vorwort | Ausgangsmaterial | Arbeitsablauf | Reitstock | Schmirgelholz | Holzausführung | Messing-Version |
Die Holzausführung
|
|
Vorwort | Ausgangsmaterial | Arbeitsablauf | Reitstock | Schmirgelholz | Holzausführung | Messing-Version |
Messing-Version
Bei der Messing-Version werden die Arbeitsgänge 1-4 durch Fräsen der halbkreisförmigen Rillen ersetzt. Die anderen Operationen sind in etwa gleich. Abgesehen davon, daß diese Version umfangreichere mechanische Voraussetzungen erfordert, besteht ihr Vorteil gegenüber der Holzausrührung darin, daß sich das Schleifpapier wiederholt auswechseln läßt. Der Einsatz ist in Abbildung 12 dargestellt, wobei auch dort ein Finger als Lünette dient und so den Reitstock ersetzt. Wie auf Abbildung 13 zu erkennen ist, sind die Perlchen. Dafür daß sie so klein sind und keine hohe Technologie mitgespielt hat, ganz nett rund geworden.


