05.2004
|
|
fib-03-15.htm
05.2004 |
Verzierungsteile selbst gießen
von Günter Bossong

"Abgießen, munter eins nach dem anderen" so wurde im Beitrag über das Schnitzen
vollplastischer Figuren ("ModellWerft" 04/98) ein Vorgang angesprochen, der sich daraus ergibt,
daß sich das gleiche Element mehrere Male wiederholt. Der Grund für die Anwendung eines
Gießverfahrens ist also eine möglichst einfache Vervielfältigung eines nur einmal vorhandenen
Modells. Darüber hinaus dient das Gießen aber auch zur Veredelung, z. B. verwandelt man einen
Holz- oder Gipskopf in eine Bronzebüste. Hier will ich einen auf unsere Belange abgestimmten
Gießvorgang so darstellen, daß nicht nur der mit allen Gußverfahren Vertraute sieht, wie ich es
mache, sondern auch demjenigen geholfen ist, der bisher aufgrund schlechter Gießergebnisse
"munter eins nach dem anderen" weitergeschnitzt hat. Bei den beschriebenen Einzeloperationen
bestimmt die Gießtechnik den grundsätzlichen Ablauf, wobei die Unterschiede, die sich aus der
Werkstückform ergeben, eingeflochten sind. Bis man ein gegossenes Teil in Händen hält, sind drei
Phasen zu durchlaufen:
- Herstellung des Modells
- Fertigung der Form
- Abgüsse herstellen
 |
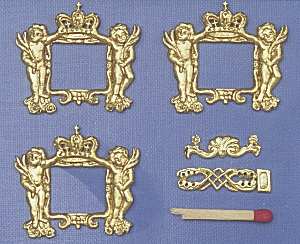 |
| Bild 13: Manipulierte Abgüsse: a (links) = gekürzte Figur; b (rechts) = gebogene Figur mit verdrehtem Fuß. |
Bild 4: Filigranes flaches Relief. |
Herstellung des Modells
Vorausgesetzt sei hier, daß das Urmodell der abzugießenden Figur oder des Ornaments erfolgreich angefertigt wurde.
Damit sich das Modell einwandfrei aus der Form löst, was die Voraussetzung für eine makellose Abformung ist, betupft man es mittels weichem Pinsel mit einer dünnen Schicht Porenfüller. Um die feinen Konturen nicht zu verschließen, muß dies mit ganz wenig Medium und schnell erfolgen.
Fertigung der Form
Formkasten bauen
Als erstes muß ein Kästchen her zur Aufnahme der Formmasse. Das kann für eine einmalige Anwendung ein Döschen aus Pappe oder Blech sein, oder man entschließt sich für die in Bild 1 gezeigte Luxusausführung aus Plexiglas. Die Länge ist etwa die 1,5fache Werkstücklänge, die Höhe entspricht der Werkstückdicke plus ca. 10 mm. Eine Stirnseite wird abnehmbar gestaltet, um das Formteil aus dem Formkasten entnehmen zu können.
Modell positionieren
Vollplastische Teile und Reliefs mit geschlossenem Hintergrund (ein Beispiel zeigt Bild 2) müssen mit 2-4 dünnen Drahtstiften (0,40,5 mm 0) in der Formkastenmitte gehalten werden. Dazu bohrt man den Modellkörper an weniger diffizilen Stellen an, entsprechende Bohrungen erhält der Kasten, wie man es in Bild 3a und 3b sieht. An einer Seite ist der Raum für den Eintülltrichter zu berücksichtigen. Vor dem endgültigen Fixieren des Modells werden dessen Rückseite (die kommt nach unten) und der Formkasten mit Teflon-Formenspray eingesprüht.
Ein filigranes flaches Relief wie in Bild 4 kann man oft nicht seitlich anbohren und muß daher auf die Fixierung mit Drahtstiften verzichten. Seine Positionierung beim Formgießen wird weiter unten erklärt.
Untere Formhälfte gießen (Vollplastik)
Die für diesen Zweck erprobte Formmasse ist Silikonkautschuk RTV NV Um das richtige Mischungsverhältnis für die hier anfallenden geringen Mengen zu erreichen, nimmt man einen Wasserflaschendeckel, füllt ihn bis ca. 2 mm vom Rand und gibt vier Tropfen Härter (Vernetzer) hinzu.
Wenn ich jetzt schreiben würde: "Kräftig durchrühren", dann wäre das nicht genug. Wenn nämlich ein kleines Nest unvernetzten Silikons in die Nähe des Modells kommt, war nicht nur die ganze Arbeit für die Katz, sondern der ungehärtete Kautschuk verschmiert auch noch das Modell und muß mühsam abgekratzt werden. Also mindestens zwei Minuten gut durchrühren!
Damit sich die Formmasse blasenfrei an die Modellunterseite anschließt, gießt man sie kreisförmig um das Modell herum in das Formkästchen. Die Masse müßte eigentlich bis zur Trennlinie am Modell hochsteigen. Bei größeren Teilen erreicht man das, indem man das Modell in Knetmasse einbettet. Bei unseren Kleinteilen geben wir uns damit zufrieden, daß die Formmasse eine waagerechte Ebene bildet. Mögliche Hinterschneidungen (Bild 5) überbrückt die Formmasse, bei 5a wird das Formunterteil, bei 5b das Formoberteil etwas gespreizt. Beim geschlossenen Relief ist sowohl die Gieß- als auch die Trennlinie eben.
Untere Formhälfte gießen (Relief)
Wie schon zuvor angedeutet wurde, muß es hier ohne Fixierdrähte gehen. Nachdem der Formkasten halb mit Formmasse gefüllt ist, wird das filigrane Relief "einfach" obendrauf gelegt. Da Holz leichter ist als Silikonkautschuk, bleibt es auch da liegen. Denkste! Das Holz scheint nichts von spezifischen Gewichten zu wissen und säuft einfach ab. Dieses scheinbar naturgesetzwidrige Verhalten hat etwas mit dem Verhältnis von Kohäsion zu Adhäsion zu tun. Wenn man aber etwa eine Stunde wartet, hat sich die Kohäsion, also der Zusammenhalt der Moleküle untereinander, so weit erhöht, daß sich das Relief gerade noch eindrückt, aber nicht mehr versinkt. Bei der einstündigen Aushärtezeit ist andererseits die Adhäsion noch so hoch, daß die Formmasse in kleinste Durchbrüche, wie sie an den Ornamenten in Bild 4 zu erkennen sind, hochsteigt, also feinste Kernräume ausgefüllt Während diese Eigenschaft bei kleinen Durchbrüchen erwünscht und notwendig ist, zeigt sie sich bei Seitenflächen, an denen Fahnen hochsteigen (Bild 6), als eine Unart, die man bei der nächsten Operation korrigieren muß. Es ist zu beachten, daß die hier mit einer Stunde angegebene Aushärtezeit je nach Härterzugabe und Witterung variieren kann.
Vorbereiten zum Gießen der oberen Formhälfte
Nach 24 Stunden wird das Formunterteil zur besseren Handhabung aus dem Kasten entnommen. Die Fixierdrähte haben ihren Dienst getan und können herausgezogen werden. Nachdem das Modell unter leichtem Durchbiegen der Form entnommen wurde, beschneidet man die schmalen Kanten, die sich durch das Hochlaufen der Formmasse am Modell ergeben haben, mit einer Rasierklinge, wobei man mit dem Daumennagel von innen gegen den Grat drückt (Bild 7).
Zäpfchen, die durch das Hochsteigen in Kleinräumen entstanden sind, werden halbiert (Bild 8), so daß der Hohlraum je zur Hälfte einmal vom Formoberteil und einmal vom Formunterteil ausgefüllt ist. Das erleichtert die Entnahme des späteren Abgusses. Wenn ein schmaler Hohlraum nur von einer Seite gefüllt ist, also über die Trennlinie hinaus, reißt das Zäpfchen schon nach wenigen Abgüssen ab und macht damit die Form unbrauchbar.
Jetzt schneidet man zwei Zentrierpyramiden in das Unterteil (Bild 9) und legt es wieder in den Formkasten. Anschließend wird die Trennfläche mit Teflon-Formenspray satt eingesprüht, das Modell wieder eingelegt und die Kastenstirnseite geschlossen. Nun noch ein ganz feiner Hauch Spray über das Modell schon ist alles fertig zum Eingießen der Formoberteils.
 |
Bild 6: Eigenarten des Formmaterials: a = kapillarer Aufstieg b = Aufstieg an den Seitenflächen. |
 |
Bild 7: Entfernen des Grats mit Daumen und gebogener Rasierklinge. |
 |
Bild 8: Kappen der Kernzapfen. |
Formoberteil gießen
Zwischen dem Entnehmen des Unterteils und dem Aufgießen des Oberteils sollten noch einmal 24 Stunden vergehen. Der Einguß erfolgt genau wie beim Unterteil um das Modell herum. Da es sich hier um die Sichtseite handelt, ist die Vermeidung von Lunkerstellen besonders wichtig.
Trennen der Form
Nach weiteren 24 Stunden entnimmt man die Form aus dem Kasten und trennt das Oberteil vorsichtig von der unteren Formhälfte. Für die ersten Abgießversuche fehlt nun nur noch der Gießtrichter. Er wird jetzt je zur Hälfte in Oberund Unterteil eingeschnitten (Bild 10a). Wenn man beim Gießen des Unterteils die Haltedrähte mit übergossen hat, sind auch schon wesentliche Luftbohrungen vorhanden (Bild 10c). Vor dem Einsatz der Gießform läßt man noch einmal zwei Tage verstreichen.
Abgüsse herstellen

Zum Schleudern braucht man wie weiland David in der Bibel ein Stück Leder und eine Schnur. Mein etwa 50x 130 mm großes Lederstück stammt von einer ausgedienten Handtasche, die Schnur dazu ist zweimal 1,20 m lang (Bild 11). Was jetzt folgt, könnte schon fast eine Sportart werden: Trichter füllen, Form in Schleuder legen, Schnur am Knoten anfassen, die Zähne fest zusammenbeißen und darin so schnell rumschleudern, wie man's schafft. Der Trichterinhalt ist dann gleich etwas nachgesackt. Man füllt den Trichter mit ein paar Tropfen nach und schleudert noch mal. Mehr läßt sich im Augenblick nicht tun. Der große Moment kommt 24 Stunden später, wenn man den ersten Abguß entformt. Sollten daran Gliedmaßen oder sonstige Einzelheiten fehlen, ist auch durch intensiveres Schleudern nichts zu verbessern. Das Problem liegt hier meistens an der Luft, die nicht entweichen konnte, weil die Form so schön dicht ist. Dafür gibt es nur eine sichere Lösung: Jede Lunkerstelle erhält ihr Luftloch. Man muß aber beachten, daß die Luftkanäle nur über die Trennfläche führen sollten (Bild 1 Ob). Dazu wird ein dreieckiger Graben von höchstens 0,2 mm Tiefe mit einer Rasierklinge eingeschnitten, es soll ja nur Luft entweichen und möglichst wenig Gußmasse. Wesentlich einfacher ist es, an der jeweils kritischen Stelle eine 0,3-mm-Bohrung vom Modellraum zur Seitenfläche einzubringen (Bild 12). Der Nachteil dieser Methode ist die sehr rauhe Oberfläche der nachträglichen Bohrung, an die sich die Gußmasse anpaßt. Das rührt dazu, daß der Gußstopfen die Bohrung bei jedem Entformen größer reißt.
Manipulieren des Abgusses

Sehr willkommen ist auch die Möglichkeit, den Abguß durch Teilung und Montage zu verändern. Ein Beispiel zeigt Bild 13a: Die Figur wurde in zwei verschiedenen Höhen gebraucht. Ein Kreissägeschnitt durch das Blumenbündel brachte die Höhenreduzierung, und der glatte Schnitt erlaubte das einfache stirnseitige Zusammenfügen mit Harz plus Härter (vier Tropfen plus zwei Tropfen) - klebt wie angegossen! Der Tennbereich läßt sich mit den normalen Kleinschnitzwerkzeugen nacharbeiten. Auf diese Weise kann man auch Köpfe drehen, Arme verrenken und Füße umsetzen oder gar das Spiegelbild einer Figur schaffen, das darin wiederum als Modell dient. Überhaupt ist oft zu überlegen, ob man mehrere Abgüsse manipuliert oder besser nur einen Abguß ändert und davon eine neue Form herstellt. Wenn am manipulierten Abguß irgendwo ein Stückchen fehlt, kann man das mit ein bißchen Harz, das etwa vier Stunden gehärtet ist, ausflicken. Das gilt übrigens auch für Fehlstellen beim normalen Gießvorgang
Anmerkungen zum Schleudern
Um die ganze Gießerei schadlos hinter uns zu bringen, noch mal ein paar Sätze zum Schleudervorgang. Damit Sie die schlechten Erfahrungen des Autors nicht selbst machen müssen, gibt es hier eine Rundumprophylaxe gegen das mit Sicherheit auftretende Schleudersyndrom.
Dem physischen Komplex des Syndroms, der sich aus dem Wundreiben der Finger durch die umlaufende Schnur ergibt. ist mit dem in Bild 14 gezeigten Schleuderstab entgegenzuwirken. Er setzt sich aus einer Inbusschraube M6x90 mit Scheibe und einer Drahtöse, in die die Schnur eingehängt wird, zusammen. Eher psychische Auswirkung hat dagegen die Tatsache, daß die austretenden Spritzer einen weiß gepunkteten Kreis im Schleuderbereich über Fußboden, Wand und Decke zeichnen. Dagegen hilft ein halber Bogen Haushaltspapier, in den man die Form einschlägt, bevor sie in die Schleudertasche gestellt wird. Bei einer gründlichen Betrachtung der Bilder 9 und 10 fallen die dicken Arme der Figur auf. Diese liegen entgegen der Schleuderrichtung, was nicht weiter schlimm ist, solange die Gußmasse im Trichter wesentlich größer ist. Andernfalls werden die Arme nicht voll-, sondern leergedrückt, was dann die Verlagerung des Trichters an das Kopfende erfordern würde. So muß man in manchen Fällen also einen Kompromiß zwischen einer günstigen Lage des Trichters und der logischen Druckrichtung eingehen.



