|
|
ABC für Scale-Modellsegler |
mini-sail e.V.
|
7 Segelverstellung
An einer anderen Stelle ist bereits gesagt worden, dass das ferngesteuerte Bedienen der Segel neben der Ruderfunktion zur steuerungstechnischen Grundausstattung eines jeden Modellsegelbootes gehört. Bei schwachem bis mittlerem Wind ist ein Modell mit festgesetzten Segeln zwar auch nur mit dem Ruder im eingeschränkten Umfang kontrollierbar, dies ist jedoch nur ein Notbehelf und kein vollwertiges Segeln. Im Vergleich zur Ruderanlenkung ist das Umsetzen einer ferngesteuerten Segelverstellung im Modell nicht komplizierter. Es gibt lediglich ein paar andere beziehungsweise zusätzliche Anforderungen an diese Baugruppe, die berücksichtigt werden sollten.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] |
 7.1 Übersicht der Segelverstellsysteme
7.1 Übersicht der Segelverstellsysteme
Bedingt durch den verständlichen Wunsch, ein über Jahre hinweg zuverlässiges und einwandfrei funktionierendes Modellsegelboot zu haben, werden an die Segelverstellung folgende Anforderungen gestellt:
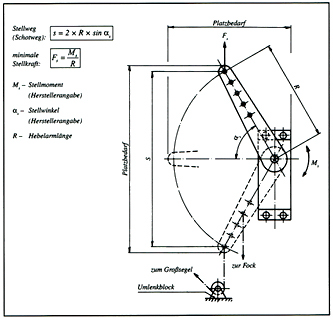
7.1.1 Segelverstellservo (Bild 7.1)
Anstelle der üblichen Steuerscheibe wird an einem Servo mit möglichst hohem Stellmoment ein langer Hebelarm befestigt. Abhängig von den benötigten Schotwegen werden die Segelschoten an den entsprechenden Stellen des Hebelarms angeknotet. Das Segelverstellservo wird an einer geeigneten Stelle im Rumpf zum Beispiel auf eine Platte geschraubt.
Vorteile: einfache Anfertigung, hohe Zuverlässigkeit, sehr niedriges Gewicht, wartungsfreundlich, mäßige (jedoch meistens ausreichende) Festigkeit und Starrheit, sehr niedrige Reibungsverluste, preiswert, mehrere unterschiedlich lange Schotwege einfach realisierbar. Nachteile: großer Platzbedarf querschiffs, keine langen Schotwege und keine hohen Stellkräfte realisierbar, hoher Stromverbrauch, vorbildwidrig ruckartige Bewegungen der Segel. Fazit: eine akzeptable Lösung für kleine Segelflächen und kurze Schotwege. Der konkurrenzlos einfache Aufbau macht dieses System besonders für Anfänger sehr attraktiv.
|
|
 
|
|
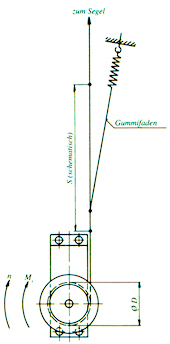
7.1.2 Segelwinde mit direkter Auf- und Abwicklung der Segelschot (Bild 7.2)
Die Segelschot wird von der Windentrommel direkt auf- und abgewickelt. Ein an der Schot angeknoteter Gummifaden soll für Vorspannung sorgen und somit dem Vertörnen (Verheddern) der Schot entgegenwirken (dies tut er allerdings – wenn überhaupt – nur kurzfristig). Die Befestigung der Segelwinde erfolgt ähnlich wie bei einem Segelverstellservo zum Beispiel auf einer Platte.
Vorteile: einfache Anfertigung, sehr niedriges Gewicht.
Nachteile: auf Dauer mangelhafte Funktionsfähigkeit und Zuverlässigkeit. Die in Richtung „Dichtholen” wachsende Spannkraft des Gummifadens geht auf Kosten der Stellkraft.
Fazit: So nicht!!!
7.1.3 Segelwinde mit Endlosschot (Bild 7.3A, 7.3B)
Vorteile: sehr hohe Zuverlässigkeit, hohe Festigkeit und Starrheit, sehr wartungsfreundlich (Voraussetzung: Aufbau auf einem herausnehmbaren Gerüst), kleine bis mäßige Reibungsverluste (Voraussetzung: reibungsarme Blöcke), lange Schotwege und hohe Stellkräfte sind realisierbar, eine Feineinstellung ist möglich.
Nachteile: mäßiger bis großer Platzbedarf längsschiffs, höheres Gewicht und aufwendigere Anfertigung als bei dem Segelverstellservo.
Fazit: Ein Profisystem für lange Schotwege und hohe Stellkräfte bei maximaler Zuverlässigkeit. Für mittlere bis große Modelle, insbesondere gaffelgetakelter Schiffe, ist dies oft die einzige praktikable Lösung.
Zusätzlich zu diesen oft anzutreffenden Systemen möchte ich noch drei weitere Lösungswege aufführen, von denen besonders der erstere für bestimmte Spezialanforderungen eine gute Alternative ist.
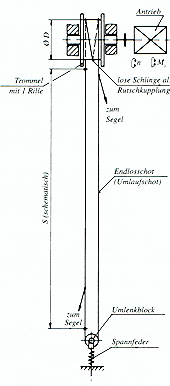
Bild 7.1.4 Getriebemotor mit Rutschkupplung (Bild 7.4)
Auf der Abtriebswelle eines Getriebemotors wird eine (selbst anzufertigende) Windentrommel mit einer Rille befestigt. Die Endlosschot wird nicht an die Trommel angeknotet, sondern nur lose mit einer oder zwei Windungen um die Trommel gelegt. Der Antrieb erfolgt also nur durch die Reibungskräfte zwischen der Trommel und der Endlosschot (Vorspannung!). Die Segelschoten werden an die Endlosschot angeknotet. Beim Erreichen der Endlage (zum Beispiel Segel ganz dichtgeholt) erhöht sich der Widerstand an der Schot, und die Trommel fängt an, unter der Endlosschot durchzurutschen. Die Spanne der Abwandlungen dieses Lösungsprinzips geht von der soeben beschriebenen Einfachausführung bis zu einstellbaren (richtigen) Rutschkupplungen und aufwendigen Steuerelektroniken.
Vorteile: keine Schäden im Rigg beim Verhaken der Schoten (Rutschkupplung).
Nachteile: bei der oben angesprochenen Einfachausführung keine Proportionalität der Segelverstellung, Anfertigung aufwendig.
Fazit: vorteilhaft für das Steuern baumloser überlappender (Vor-)Segel und für das ferngesteuerte Setzen und Bergen der Segel. Wegen der erforderlichen speziellen Fachkenntnisse und einer überdurchschnittlichen Werkstattausrüstung kommt jedoch dieses System für einen Anfänger wohl (leider) kaum in Frage.
7.1.5 Getriebemotor mit Gewindespindel (Bild 7.5)
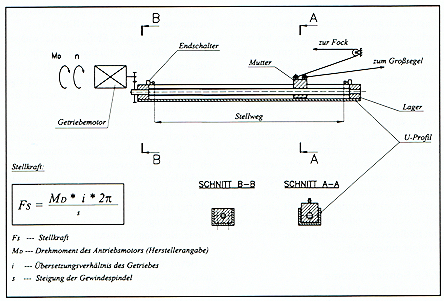
Bild 7.5: Getriebemotor mit Gewindespindel. |
Falls man dieses System einsetzen möchte, sollte man sich im Klaren über die – bezogen auf die üblichen Modellverhältnisse – riesigen Kräfte sein, die mit einem Spindeltrieb entwickelt werden können. Bei unüberlegtem Einsatz dieses Systems kann im Extremfall eine Zerstörung des Riggs eintreten.
Vorteile: sehr hohe Stellkraft (dies kann allerdings beim Verhaken der Schoten zu einem fatalen Nachteil werden), bedingt durch die selbsthemmende Übersetzung kein Stromverbrauch im Stillstand, preiswert, simpel.
Nachteile: relativ hohes Gewicht, keine Proportionalität der Segelverstellung, mehrere unterschiedliche Schotwege nur mit den Faktoren „2“ (also zum Beispiel ein einfacher und ein doppelter Schotweg) möglich, bedingt durch große Widerstände hoher Stromverbrauch während des Verstellens, bei einer Ausführung mit Gleitlagern ist eine gute Lagerschmierung zwingend erforderlich.
Fazit: vorteilhaft für spezielle Aufgaben mit einem sehr hohen Kraftbedarf (zum Beispiel das ferngesteuerte Trimmen eines Vor- oder Achterstags) oder dort, wo der Bauaufwand weniger wichtig ist als die Anschaffungskosten. Wohl aus letzterem Grund ist dieses System das am häufigsten eingesetzte bei den tschechischen Modellbaukollegen. Die damit ausgestatteten Modelle sind jedoch im Vergleich zu denjenigen, die mit einem Segelverstellservo oder mit einer Segelwinde mit Endlosschot gesteuert werden, im Schnitt weniger zuverlässig.
7.1.6 Sondersysteme (Bild 7.6)
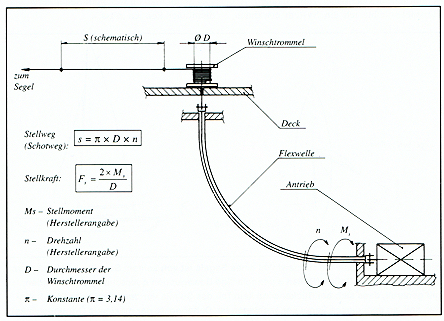
Bild 7.6: Beispiel eines Sondersystems für die Segelverstellung. |

Bild 7.7: Der maximale Öffnungswinkel eines Segels ist von seinem Schnitt und dem Trimm abhängig. Um das Rollen (Rollen = pendelartige Bewegungen querschiffs) zu vermeiden, gilt generell, dass sich bei Rückenwind kein Teil des Segels vor dem Mast oder Stag befinden soll, an dem dieses Segel angeschlagen ist. Daher sollte der maximale Öffnungswinkel stets kleiner als 90° gewählt werden.. |
Ein/e liegende/r (Abtriebswelle waagerecht) Segelwinde/Getriebemotor treibt über eine flexible Welle direkt eine auf Deck stehende Winsch an. Die Segelschot wird also (wie beim Vorbild) von der Trommel der Winsch auf- und abgewickelt.
Da ich dieses System weder selbst gebaut habe noch an Modellen anderer Modellbauer in der Praxis begutachten konnte, kann ich hier keine Bewertung vornehmen. Die Grundidee finde ich sehr interessant, obwohl sie sicherlich auch mit einigen Problemen behaftet ist (z. B. die Schotspannung, Länge des Schotwegs / erforderliche Drehzahl der Winde, Reibungsverluste).
Bevor wir Werkzeug in die Hand nehmen, sollte Klarheit darüber herrschen, welchen Belastungen die Segelverstellmechanik entgegengesetzt wird beziehungsweise wie viel Schot man an welchem Segel fieren und dichtholen können muss.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] |
7.2 Berechnung der Schotwege
Für die Bestimmung des Schotwegs eines Segels müssen seine beiden Endlagen festgelegt werden. Bei dichtgeholtem Segel steht sein Unterliek beziehungsweise Baum in der Regel ca. 5° zur Schiffsachse, bei voll gefiertem Segel sind es ca. 45° bis 65° bei einem Gaffelsegel beziehungsweise 60° bis 75° bei einem Bermudasegel (Bild 7.7). Der maximale Öffnungswinkel eines Segels wird durch die Gesetzmäßigkeiten des Rollverhaltens eines Segelbootes und durch den Twist begrenzt. Diese Faktoren werden im Kapitel 16 ausführlich erklärt. Der Schotweg ist der Unterschied der Schotlänge zwischen diesen beiden extremen Segelstellungen und kann nach folgender Formel errechnet werden:
a – Schotweg [mm]TK 32 Exakte Schotwegberechnung:
Die Länge „d“ muss deshalb abgezogen werden, weil die Schotlänge zwischen dem Holepunkt und der Schotbefestigung beim Fieren „auf die Seite kippt“ und somit den Schotweg zusätzlich verlängert. Die Berechnung ist bedingt durch diese Tatsache nicht ganz exakt. Der nach obiger Formel errechnete Schotweg ist stets um ca. 10% kürzer als der tatsächliche Schotweg. Im Klartext heißt es, dass sich das Segel um ca. 5° weiter öffnen lässt als errechnet. Diesen kleinen Fehler kann man bei Bedarf mit einem Dual-Rate-Modul ausgleichen, oder man legt der Berechnung von vornherein einen um ca. 5° kleineren Öffnungswinkel zugrunde. Natürlich kann man den wahren Schotweg über Winkelfunktionen beziehungsweise den Satz des Pythagoras auch direkt errechnen, doch der Aufwand lohnt sich meiner Meinung nach nicht. Falls jemand den Schotweg dennoch exakter berechnen möchte, hier ist die Formel (Bild 7.8):
Dem errechneten erforderlichen Schotweg muss der Stellweg der vorgesehen Segelwinde oder des Segelverstellservos angepasst werden, das heißt der Schotweg und der Stellweg müssen identische Längen sein (a = s). Die Faktoren, die den Stellweg beeinflussen, sind im Fall einer Segelwinde die Drehzahl und der Durchmesser der Windentrommel. Bei einem Segelverstellservo sind es der Stellwinkel und die Hebelarmlänge. Die am häufigsten genutzte Möglichkeit der Anpassung ist die Veränderung des Trommeldurchmessers beziehungsweise der Hebelarmlänge. Aus dem nun bekannten Schotweg und den im Kapitel 7.1 aufgeführten Berechnungsformeln für den Stellweg (siehe Bilder im Kapitel 7.1) kann der erforderliche Durchmesser der Windentrommel beziehungsweise die erforderliche Hebelarmlänge wie folgt errechnet werden:
Segelwinde:
D – Durchmesser der Windentrommel [mm]
a – erforderlicher Schotweg [mm] (ist identisch mit dem Stellweg, d. h. mit der abgewickelten Länge der Umlaufschot zwischen den beiden Endlagen der Winde)
n – Anzahl der Umdrehungen der Winde [1]
? - Konstante [1] (?= 3,1416)
Segelverstellservo:
R – Hebelarmlänge des Segelverstellservos [mm]
a – erforderlicher Schotweg [mm] (ist identisch mit dem Stellweg, d. h. mit der Entfernung zwischen den beiden Endlagen der Schotbefestigung am Hebelarm)
?S – Stellwinkel des Segelverstellservos [°]
Auch die Drehzahl beziehungsweise der Stellwinkel können verändert werden, und zwar durch Umprogrammieren eines Computersenders im Bereich zwischen 0% und ca. 150% (100% = der vom Hersteller der Winde oder des Servos angegebener Nennwert). Mit einem Dual-Rate-Modul ist lediglich eine Reduzierung im Bereich 100% bis 50% möglich. Die einzustellende Drehzahl beziehungsweise der Soll-Stellwinkel kann durch die Umstellung obiger Formeln errechnet werden:
Segelwinde:Obwohl das elektronische Anpassen sicherlich sehr komfortabel ist, hat es auch gravierende Nachteile. Sobald der umprogrammierte Sender bei eingeschaltetem Empfänger nicht mehr an ist (Störung, versehentliches Ausschalten), kehren Wege der Winden und der Servos in ihren natürlichen Ursprungszustand zurück. Das kann je nach Art und Ausmaß der zuvor vorgenommenen Umprogrammierung gegebenenfalls auch verheerende Folgen für das betroffene Modell haben, unter Umständen sogar zu einer Entmastung führen. Um diese Gefahr zu vermeiden, empfehle ich auch den Eignern von Computeranlagen, die mechanische Anpassung über den Trommeldurchmesser beziehungsweise über die Hebelarmlänge durchzuführen und lediglich die Feineinstellung des Systems durch Programmieren beziehungsweise mit einem Dual-Rate-Modul vorzunehmen. Etwas ganz anderes sind Segelwinden mit einer Drehzahleinstellung. Einige überwiegend ältere Typen haben einen im Gehäuse eingebauten Trimmer, mit dem man innerhalb des vorgesehenen Regelbereichs die Drehzahl stufenlos voreinstellen kann. Man sollte jedoch bedenken, dass eine erhöhte Drehzahl gleichwohl den Schotweg als auch die Stelldauer erhöht. Eine Stellzeit von 5 Sekunden würde ich nicht empfehlen zu überschreiten.
Die Entfernung zwischen der Mitte der Windentrommel und der Mitte des Umlenkblocks sollte nach Möglichkeit ca. um 20 bis 30 Prozent größer sein als der errechnete Schotweg. Diese Reserve macht das Ausnutzen der Trimmmöglichkeiten des Senders möglich (Bild 7.9).
7.1.6 Sondersysteme (Bild 7.6)
Die im Flächenschwerpunkt eines jeden Segels wirkende Druckkraft erzeugt ein Drehmoment zur Drehachse des Segels, zum Beispiel zum Vorstag oder zur Mastmitte. Dieses Drehmoment – nennen wir es Druckmoment – hat das Bestreben, das Segel zu öffnen. Die am Schothorn greifende Stellkraft in der Schot bewirkt ein entgegengesetztes Drehmoment (Zugmoment) zu derselben Achse. Dabei ist folgendes zu beachten: Sollen mehrere Segel mit einer Winde bedient werden, steht jedem Segel nur ein Teil der Stellkraft der Winde zur Verfügung. Damit das Boot bis zu einer gewählten maximalen Windstärke sicher steuerbar bleibt, muss bis zu dieser Windstärke das Zugmoment größer sein als das Druckmoment. Bei Modellsegelbooten hat sich eine Windstärke von 4 Bft als Standardobergrenze eines sicheren Betriebs etabliert, der Winddruck bei 4 Bft beträgt ca. 25 N/m2. Für die Bestimmung der Gesamtstellkraft bei einer Windstärke von 4 Bft müssen wir die Flächen und Flächenschwerpunkte der einzelnen Segel, und zwar derjenigen, die bei dieser Windstärke gesetzt werden, kennen. Aus dem Segelplan (Bild 7.10) kann man sowohl die Flächen als auch ihre Schwerpunkte bestimmen. Eine Kurzanleitung für die Bestimmung von Flächen und Flächenschwerpunkten finden Sie bei Bedarf im Anhang.
TK 33 Fläche und Flächenschwerpunkt eines Gaffelsegels: Ein viereckiges Gaffelsegel teilt man diagonal in zwei Dreiecke, deren Flächen und Schwerpunkte man wie im Text beschrieben einfach bestimmen kann. Die Fläche des Gaffelsegels ergibt sich dann aus diesen beiden Teilflächen. Den Schwerpunkt des Gaffelsegels ermittelt man wieder graphisch. Die Schwerpunkte der beiden Dreiecke werden durch eine Linie verbunden („a“ in Bild 7.11), zu der in jedem der Schwerpunkte das Lot auf die jeweils entgegengesetzte Seite gefällt wird. Auf die Lotlinien wird die jeweils gegenüberliegende Fläche als Strecke im beliebigen Maßstab eingetragen, also zum Beispiel 100 mm für 0,5 m2 und 40 mm für 0,2 m2. Die Enden der Strecken werden durch eine Linie verbunden, die „a“ im Flächenschwerpunkt des Gaffelsegels schneidet.
Die Druckkraft, mit der ein Segel belastet wird, erhält man aus der nun bekannten Fläche des Segels und aus dem Winddruck:Wie eingangs schon erwähnt, wirkt die Druckkraft im Flächenschwerpunkt des Segels und erzeugt ein Druckmoment zu seiner Drehachse. Beim Momentgleichgewicht erreicht das Stellmoment (das Zugmoment) von der Stellkraft die gleiche Größe wie das Druckmoment bei entgegengesetzter Wirkrichtung. Die mindestens erforderliche Stellkraft erhalten wir aus dem Momentgleichgewicht zur Drehachse des Segels:
MS – mindestens erforderliches Stellmoment am Segel [Ncm]Die soeben errechnete Stellkraft wird von der eingesetzten Segelwinde beziehungsweise vom Segelverstellservo bereitgestellt, und nimmt einen Teil des Gesamtstellmoments in Anspruch. Um diesen Anteil in Erfahrung zu bringen, muss man die Einzelstellkraft mit dem Radius der Windentrommel beziehungsweise mit der Hebelarmlänge des Segelverstellservos multiplizieren:
Segelwinde:
Segelverstellservo:
MSn – das zum Verstellen eines n-ten Segels erforderliche Stellmoment [Ncm]
FSn – das zum Verstellen eines n-ten Segels erforderliche Stellkraft [N]
Dn – Durchmesser der Windentrommel für den vorgesehenen Schotweg des n-ten Segels [cm]
Rn – Hebelarmlänge für den vorgesehenen Schotweg des n-ten Segels [cm]
(„n“ steht stellvertretend für das erste, zweite, dritte, ...etc. Segel)
Sinngemäß verfährt man bei allen weiteren Segeln, die mit ein und derselben Winde bedient werden. Man erhält so eine Reihe von Einzel-Stellmomenten (in der Praxis sind es in der Regel maximal nur zwei bis drei). Die Summe dieser Stellmomente vergleicht man mit dem zur Verfügung stehenden Gesamtstellmoment der Winde beziehungsweise des Segelverstellservos. Ist die Summe dieser Einzelmomente kleiner als das vom Hersteller angegebene Gesamtstellmoment, ist die gewählte Segelwinde beziehungsweise das Segelverstellservo bezüglich der Stellkraft für die Segelverstellung geeignet.
Ist das wirklich so? Dem aufmerksamen Leser ist sicherlich aufgefallen, dass wir bei der Kontrolle des Stellmoments von einem Zustand ausgegangen sind, der der Wirklichkeit in einigen Punkten widerspricht:Es ist klar, dass diese Voraussetzungen unrealistisch sind, sie vereinfachen die Berechnungsformeln jedoch erheblich. Bei genauer Betrachtung stellt man fest, dass die ersten beiden Punkte die Leistungsbilanz verschlechtern, während bedingt durch die letzten beiden das erforderliche Stellmoment „schön gerechnet“ wird. Tatsächlich erreicht bei halbem Wind von 4 Bft die übliche Krängung eines Modells Werte um ca. 30°, die Segel werden bei diesem Kurs auch um etwa 30° zur Schiffsachse geöffnet gefahren. Eine kurze Berechnung über Kosinus verrät, dass diese beiden Umstände die dem Wind tatsächlich ausgesetzte Segelfläche um genau 25 Prozent vermindern – und dadurch im gleichen Ausmaß auch den Leistungsbedarf an Stellmoment. Dem gegenüber steht die Flächenzunahme durch gerundete Lieken (durchschnittlich ca. um 5 bis 10 Prozent) und die unumgänglichen Reibungsverluste, die man auf rund 2 bis 5 Prozent je Segelschot schätzen kann. Unter allen diesen Aspekten betrachtet geht die vereinfachte Berechnungssituation eigentlich gar nicht so weit an der Realität vorbei. Gleichzeitig machen diese Überlegungen die Notwendigkeit deutlich, die Verluste weitestgehend zu minimieren.
7.3.1 Berechnungsbeispiel
Die Vorgehensweise möchte ich am Beispiel einer hochgetakelten Sloop erklären. Das Boot hat zwei dreieckige Segel, deren Maße für die Flächenberechnung und für die graphische Bestimmung der Flächenschwerpunkte dem Segelriss des Modells (Bild 7.12) entnommen werden können. Die Formeln für die Berechnung der Flächen und die Anleitung zur graphischen Schwerpunktbestimmung finden Sie im Anhang. Die Basisdaten des Stells sind demnach also:
SFock = 0,112 m2Zuerst werden die Schotwege berechnet:
= [2 * 220 * sin 30°] – 30 = 190 mm
= [2 * 400 * sin 30°] – 120 = 280 mm
Um diese Schotwege realisieren zu können, muss der Stellweg des zukünftigen Segelverstellservos beziehungsweise der Segelwinde exakt die gleichen Werte erreichen. Nehmen wir an, dass sowohl ein geeignetes Servo (Hitec HS 715 BB, MS = 138 Ncm, ?S =120°) als auch eine Segelwinde (Hitec HS 725 BB: MS = 138 Ncm, n = 3,5) zur Verfügung stehen, und dass die Berechnung für beide Alternativen durchgeführt werden soll.
TK 34 Drehzahl der Segelwinde:
Achtung! Bei einigen Segelwinden variiert die Drehzahl je nach Fabrikat der verwendeten Fernsteuerungsanlage beziehungsweise der Art des Steuerelements am Sender. So erreicht zum Beispiel die im Text erwähnte HS 725 BB in Verbindung mit Hitec- und Graupner/JR-Anlagen beim Anschluss am Kreuzknüppel 3,5 Umdrehungen. Ist sie jedoch am Proportional-Zusatzkanal derselben Anlage angeschlossen, beträgt ihre Drehzahl ca. 5,25 Umdrehungen. Überprüfen Sie daher bitte unbedingt vor der Berechnung beziehungsweise vor dem Einbau, welche konkreten Werte bei Ihrer Fernsteuerung vorliegen.
Beim Segelverstellservo interessieren uns die erforderlichen Radien des Hebelarms:
110 mm
162 mm
Sollte die Hitec-Segelwinde zum Einsatz kommen, sind die Durchmesser der zwangsläufig „doppelstöckigen“ Windentrommel wichtig:
17,5 mm
25,5 mm
Der Radius des Servohebelarms von 162 mm ist zwar schon recht groß, doch bei einer Rumpfbreite von ca. 300 mm ist es durchaus möglich, eine solche Mechanik unterzubringen. Auch beim Einsatz einer Segelwinde wären keine Platzprobleme zu erwarten, selbst der Ein- und Ausbau eines Windengerüsts durch das abnehmbare Dach der angenehm großen Kajüte wäre ohne Weiteres möglich. Die Berechnungen zeigen also, dass die errechneten Schotwege sowohl mit einem Segelverstellservo als auch mit einer Segelwinde realisiert werden können. Für die endgültige Entscheidung muss nun noch die Stellkraft überprüft werden.
Um die Druckkräfte zu erhalten, die der Wind auf die einzelnen Segel ausübt, wird der Windruck von 25 N/m2 mit der jeweiligen Segelfläche multipliziert:
= 25 * 0,112 = 2,8 N
= 25 * 0,283 = 7,075 N
Aus diesen Druckkräften und den Hebelarmen zu den Drehachsen des jeweiligen Segels können die mindestens erforderlichen Stellkräfte errechnet werden:
0,764 N
2,83 N
FSFock und FSGroß sind diejenigen Kräfte, mit denen das eingebaute Segelverstellservo beziehungsweise die Segelwinde in der Lage ist, die Segel des Modells bei einer Windstärke von 4 Bft zu halten. Man kann es sich gut so vorstellen, dass diese Kräfte von der Winde über die Schot zum Segel „geschickt“ werden wie ein Signal durch eine Telefonleitung. Während die Größe dieser Kräfte von dem Winddruck, der Fläche und der geometrischen Form der Segel abhängt, ist die Größe des erforderlichen Stellmoments, aus dem diese Kräfte resultieren, zusätzlich vom Schotweg abhängig. Diese Abhängigkeit ist bei einem Segelverstellservo am einfachsten sichtbar. Bei gegebenem Stellwinkel vergrößert sich der Radius des Hebelarms proportional zum Schotweg. Da das Stellmoment ebenso konstant wie der Stellwinkel ist, sinkt bei sich verlängerndem Hebelarm die Stellkraft kontinuierlich. Diese Tatsachen bedingen daher auch die Grenzen einer Segelverstellmechanik: Größere Segel erfordern größere Schotwege und gleichzeitig auch größere Stellkräfte.
Um zu überprüfen, ob die Summe dieser Einzelstellmomente das vom Hersteller angegebene Gesamtstellmoment nicht übersteigt, müssen wir diese Einzelstellmomente errechnen. Dabei wird die jeweilige Stellkraft mit der Hebelarmlänge beziehungsweise mit dem Radius der Windentrommel, die zum Erreichen des jeweiligen Schotwegs erforderlich sind, multipliziert:
Segelverstellservo: 84,04 Nmm = 8,4 Ncm
458,46 Nmm = 45,846 Ncm
erforderliches Gesamtstellmoment:
54,246 Ncm
Segelwinde: 6,685 Nmm = 0,6685 Ncm
36,083 Nmm = 3,6083 Ncm
erforderliches Gesamtstellmoment:
36,752 Ncm
Wie kann man diese Ergebnisse interpretieren? Sowohl beim Segelverstellservo als auch bei der Segelwinde liegt das mindestens erforderliche Gesamtstellmoment deutlich unterhalb des vom Hersteller angegebenen maximalen Stellmoments. Prinzipiell sind also beide Geräte für eine Segelverstellung unseres Beispielmodells geeignet. Dennoch würde ich mich für die Hitec-Segelwinde entscheiden, denn bei ihr werden theoretisch nur knapp 30 Prozent ihrer Leistung in Anspruch genommen statt ca. 50 Prozent beim Servo. Das bedeutet eine mehr als dreifache Sicherheit gegenüber einer zweifachen. Weitere Vorteile sehe ich im geringeren Stromverbrauch (das stark untersetzte Getriebe einer Winde ist beinahe selbsthemmend, während ein Servo das Segel durch die Kraft seines Motors halten muss, und verbraucht dabei deutlich mehr Strom) und in der vorbildgetreu langsameren Stellgeschwindigkeit. Diese Vorteile erkauft man sich allerdings durch einen höheren Bauaufwand.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] |
7.4 Anfertigung einer Windentrommel
Wie alle handelsüblichen Segelwinden wird auch die HS 725 BB serienmäßig mit einer passenden Trommel ausgeliefert. Die Trommel ist aus Kunststoff (vermutlich Polyurethan) gefertigt, und ihr Durchmesser beträgt 38 mm. Die für das Boot aus unserem Rechenbeispiel erforderlichen Durchmesser sind jedoch deutlich kleiner, und darüber hinaus wird eine doppelte Trommel mit zwei unterschiedlichen Durchmessern benötigt. Für die glücklichen Besitzer einer Drehmaschine habe ich eine solche Spezialtrommel in Bild 7.13 beispielhaft konstruiert. Bild 7.14 zeigt ein weiteres Beispiel einer einfachen Trommel mit einem willkürlich gewählten Nenndurchmesser von 30 mm. Die Höhe von 3 mm ist für die Verwendung an der Hitec-Winde mit nur 3,5 Umdrehungen gedacht. Für Segelwinden mit einer höheren Drehzahl würde ich empfehlen, dieses Maß auf ca. 5 bis 6 mm zu erhöhen. Eine Windentrommel sollte in einer Einspannung komplett fertig gedreht und erst dann abgestochen werden. Als Material eignet sich hartes Aluminium am besten, man kann jedoch auch einen geeigneten Kunststoff, beispielsweise Delrin, wählen. Für das Einstechen der 3 mm breiten Nuten habe ich mir einen 2,8 mm breiten Stechstahl angeschliffen. Nach dem Einstechen der Nut versetze ich diesen Stahl seitlich und schlichte die Seitenwände auf das Fertigmaß von 3 mm.
Ein Modellbauer ohne Drehmaschine muss versuchen, auf anderen Wegen zum Ziel zu kommen. Im Folgenden möchte ich eine Technologie aufführen, mit der man nur mit einer Bohrmaschine und einigen üblichen Handwerkzeugen eine Windentrommel herstellen kann. Die Vorgehensweise wird an einer einfachen Trommel erklärt, eine doppelstöckige Ausführung kann man aus der Beschreibung einfach ableiten.
Aus Plexiglas oder einem anderen harten Kunststoff von 3 mm Dicke werden 2 Scheiben ausgesägt, weitere 3 Scheiben entstehen aus einem ähnlichen Material von 1 mm Dicke. Der Durchmesser der 3 mm-Scheiben sollte ca. 1 bis 2 mm größer sein als der errechnete Trommeldurchmesser (dies ist die Zugabe für die weitere Bearbeitung), die 1 mm-Scheiben sollten einen um weitere 10 mm größeren Durchmesser haben. Alle Scheiben werden auf dem Materialzuschnitt angerissen, mittig mit einer Bohrung versehen und ausgesägt.
TK 35 Exakter Anriss:
Ohne eine nennenswerte Beeinträchtigung seiner eigentlichen Funktion kann man einen Messschieber zum exakten Anreißen von Kunststoff oder Buntmetallen (Alu, Messing, etc.) verwenden. Wenn Sie zum Beispiel einen Streifen Messingblech mit einer Breite von exakt 10 mm benötigen, stellen Sie zunächst dieses Maß auf dem Messschieber ein und arretieren ihn. Anschließend stützen Sie die Unterkante des Messschiebers auf die Kante des Blechstücks auf und ziehen mit der Kante des Tiefenmessstabs eine Linie auf der Blechoberfläche (Bild 7.15). Eine andere Möglichkeit besteht darin, dass man den einen Außenmessschnabel ähnlich aufstützt und mit der Spitze des anderen eine Linie zieht. Wichtig ist, dass Sie den Messschieber rechtwinklig zur Stützkante und gleichzeitig in Bewegungsrichtung etwas gekippt halten (Bild 7.16). Falls der Materialzuschnitt keine ausreichend gerade Kante aufweist, ziehen Sie entlang eines Stahllineals eine Doppellinie mit den Spitzen der Innenmessschnäbel (Bild 7.17). Beim Anreißen von Kreisen muss man zuerst die Mitte anreißen und körnen. Dann stellt man den exakten Radius des Kreises auf dem Messschieber ein und arretiert ihn. Zuletzt wird die Spitze des einen Innenmessschnabels in die Körnung gesetzt, und mit der Spitze des anderen Innenmessschnabels wird der Kreis angerissen. Auch Lochkreise und Teilungen (zum Beispiel ein Sechs- oder Achtkant) lassen sich mit einem Messschieber bequem und exakt anreißen und dadurch auch wesentlich genauer herstellen.
Bild 7.18 zeigt einen speziellen Anreißmessschieber, den man sich für ca. 26,-EUR zum Beispiel bei Westfalia Werkzeugco. (Werkzeugstr.1, 58082 Hagen, Tel.: 0180/530 31 32, www.westfalia.de) kaufen kann. Er hat statt der Außenmessschnäbel eine Rolle und eine auswechselbare Anreißnadel, die Innenmessschnäbel fehlen ganz. Man kann sich einen Anreißmessschieber aber auch selber machen, indem man an einem handelsüblichen Messschieber den festen Außenmessschnabel gemäß Bild 7.19 etwas kürzer und spitz anschleift. Um eine Gratbildung beim Schleifen (und dadurch auch Ungenauigkeiten beim Anreißen) zu vermeiden, soll die Drehrichtung der Schleifscheibe stets gegen die Spitze gerichtet werden.
Der Durchmesser der Bohrung hängt von der Technologie der weiteren Bearbeitung ab. Die ausgesägten Scheiben gleicher Dicke werden nämlich auf eine Schraube geschoben und mit einer Mutter gesichert. Das überstehende Ende der Schraube wird in das Futter einer Bohrmaschine gespannt, und die Scheiben werden auf das gewünschte Maß mit Feile oder Schleifpapier abgeschliffen (Bild 7.20A).
TK 36 Spannen von Gewindeteilen:
Beim direkten Einspannen im Bohrfutter oder im Dreibackenfutter einer Drehmaschine würde ein Gewinde bedingt durch die recht hohen und zudem noch punktuell wirkenden Spannkräfte zerquetscht. Abhilfe schafft ein weicher nicht isolierter Kupferdraht, den man auf den Gewindebolzen zwischen die Gewindeflanken wickelt. Der Durchmesser des Drahts muss natürlich kleiner sein als die Gewindesteigung, gleichzeitig aber groß genug, damit die Windungen des Drahts über den Gewindedurchmesser hinaus etwas überstehen. Beim Spannen drücken dann die Backen auf den Draht, ohne das Gewinde zu berühren. So werden die Spannkräfte bedingt durch den dazwischen liegenden Draht auf die Gewindeflanken gleichmäßig verteilt und der Rundlauf des Gewindebolzens bleibt erhalten.
Es ist klar, dass der erzielbare Rundlauf der Scheiben von dem der Schraube abhängt, beziehungsweise desto besser ausfällt, je kleiner das Spiel der Schraube in der Bohrung der Scheibe ist. Daher empfehle ich nicht nur den Rundlauf der Schraube zu kontrollieren (siehe Trickkiste 24), sondern auch die Bohrungen in den Scheiben dem Durchmesser der Schraube so exakt wie möglich anzupassen.
TK 37 Gewinde-Außendurchmesser: Der Durchmesser eines metrischen Außengewindes ist stets mindestens um ein Zehntel der zugehörigen Steigung kleiner als das Nennmaß. Demnach hat zum Beispiel eine normgerechte M6-Schraube (Steigung 1,00 mm) einen Gewindedurchmesser von höchstens 5,9 mm. Die Daten für das metrische Regelgewinde habe ich für Sie im Anhang zusammengefasst.
Um eine zuverlässige Verdrehsicherung auf der Abtriebswelle der Winde zu gewährleisten, muss an die Unterseite der selbstgebauten Trommel eine Servo-Steuerscheibe geschraubt werden. Verwenden Sie bitte unbedingt eine Steuerscheibe des Herstellers Ihrer Winde, da die Ausführung der Anschlussverzahnung an der Steuerscheibe von Hersteller zu Hersteller abweichen kann. Man sollte eine Zentrierung der Steuerscheibe an der Trommel vorsehen, damit der mühsam hergestellte Rundlauf erhalten bleibt. Die meisten Steuerscheiben haben an ihrer Oberseite einen um einige Zehntelmillimeter erhabenen Ring, der sich für eine Zentrierung anbietet. Entsprechend dem Außendurchmesser dieses Rings muss an der Unterseite der Trommel eine Senkung vorgesehen werden. Dafür sehe ich folgende Möglichkeit: Man fügt die fertig bearbeiteten Scheiben auf dem Spanndorn vorerst trocken zusammen und spannt sie mit der Mutter. Anschließend bohrt man (am besten mit einer Ständerbohrmaschine) drei Durchgangslöcher (Durchmesser 2 mm) im Abstand von etwa 120° durch das Scheibenpaket (Bild 7.20B). Der Lochabstand von 120° muss nicht exakt eingehalten werden, man kann auch nach Sicht bohren, ohne zu messen. Wichtig ist nur der senkrechte Verlauf der Bohrungen und der Radius des Lochkreises. Letzterer sollte so gewählt werden, dass man später diese Bohrungen auf die Steuerscheibe abbohren kann.
Die Reihenfolge der Scheiben im Paket wird markiert und das Scheibenpaket wird zerlegt. Der Zentrierdurchmesser an einer der dünnen Randscheiben wird entsprechend dem Zentrierring an der Servo-Steuerscheibe aufgebohrt (Bild 7.20C). Ein Spiralbohrer eignet sich für eine solche Aufgabe keinesfalls. Wenn kein Schälbohrer (das wäre für diesen Zweck das optimale Werkzeug) zur Verfügung steht, kann das Loch mit einem Senker aufgebohrt und ggf. mit einer Rundfeile fertig bearbeitet werden.
Unseren Spanndorn verwenden wir anschließend zum Zusammenpressen der Scheiben beim Verkleben der Trommel gemäß Bild 7.20D. Da man beim Kleben einiges ausrichten muss, sollte ein langsam aushärtender Kleber verwendet werden. Die Scheiben werden in der markierten Reihenfolge auf den Dorn geschoben. Dabei muss man natürlich peinlichst darauf achten, dass kein Klebstoff an den Dorn herankommt. Um auch die aufgebohrte Scheibe zentrieren zu können, werden durch die drei zuvor gebohrten Löcher mit 2 mm Durchmesser passende Stifte durch alle Scheiben gesteckt. Die Mutter wird leicht festgezogen und die Zentrierstifte werden entfernt. Nach dem Aushärten des Klebers wird die Trommel vom Spanndorn abgezogen, und die drei Löcher mit 2 mm Durchmesser werden auf die Steuerscheibe abgebohrt. Mit zwei Querbohrungen mit 1 mm Durchmesser für die Befestigung der Endlosschot wird die Trommel fertiggestellt (Bild 7.20E).
Die Trommel mit aufgeschraubter Steuerscheibe wird auf die Abtriebswelle der Segelwinde gesteckt und mit der Originalschraube befestigt. Weil man dabei die Befestigungsschraube vorerst durch die relativ tiefe Zentrierbohrung der Trommel einführen muss, ist die Verwendung eines Schraubendrehers mit magnetischer Spitze für eine bequeme Montage vorteilhaft.
7.5 Anfertigung eines Windengerüsts
Von den im Kapitel „Übersicht der Segelverstellsysteme“ vorgestellten Lösungen halte ich das Prinzip ”Segelwinde mit Endlosschot” für das interessanteste und zugleich auch für erklärungsbedürftig. Aus diesen Gründen habe ich es für die nachstehende (Bau-)Beschreibung ausgewählt. Während der selbsterklärende Einbau des durchaus praktikablen Segelverstellservos mit dem Einbau einer Rudermaschine vergleichbar ist, sollte eine Segelwinde mit direkter Auf- und Abwicklung der Segelschot als die ungeeignetste der vorgestellten Varianten betrachtet und möglichst vermieden werden. Die restlichen drei Systeme sind Lösungen spezieller Anforderungen und daher nicht universal einsetzbar.
7.5.1 Theoretisches – die Planung
Ein herausnehmbares Gerüst hat gegenüber den einzeln im Rumpf fest eingebauten Komponenten natürlich viele Vorteile. Eine solche Einheit lässt sich außerhalb des Modellrumpfes wesentlich bequemer und genauer herstellen und später ggf. auch warten beziehungsweise modifizieren. Das alles spiegelt sich dann logischerweise in einer höheren Zuverlässigkeit wieder. Damit so auch lange Schotwege realisiert werden können, ist es meistens notwendig, das Windengerüst als Teleskop vorzusehen. Im verriegelten ”langen” Betriebszustand (Bild 7.21) werden innerhalb des im Rumpf zur Verfügung stehenden Raumes die geforderten langen Schotwege erreicht, für den Aus- und Einbau durch die meist kleine Decksöffnung wird das Gerüst einfach entriegelt und zusammengeschoben (Bild 7.22).
Die teleskopische Anordnung bedingt zusammen mit den Anforderungen in Bezug auf eine hohe Festigkeit und Starrheit bei einem möglichst niedrigen Gewicht die Materialwahl: Vorzugsweise finden Aluminium-Profile Verwendung, von denen in jedem Baumarkt ein breites Sortiment zur Verfügung steht.
Für die Anordnung der Segelwinde in der Mitte des Gerüsts sprechen zwei wesentliche Gründe: Die Abtriebswelle einer so eingebauten Winde wird kaum auf Biegung beansprucht, sondern nur auf Torsion – und gerade dies ist die Belastungsart, die für das Getriebe der Winde, für die Abtriebswelle und die Lager günstiger ist. Darüber hinaus kommt bei dieser Einbauart die Winde näher an den Verdrängungsschwerpunkt (beziehungsweise Gewichtsschwerpunkt) des Modells heran. Diesen Vorteil halte ich für sehr wichtig, weil sich dadurch die Segeleigenschaften verbessern und die Wendigkeit zunimmt.
Für die Bestückung gilt: Das Beste ist gerade gut genug. Nach diesem Motto kommen kugelgelagerte Blöcke und reibungsarme Rohre (Teflon, Nylatron, Polyurethan, Messing) zum Einsatz. Für die Endlosschot und die Segelschoten eignet sich am besten Drachenschnur. Optimal ist die 8-fach beziehungsweise 16-fach geflochtene Dyneema (Durchmesser 0,6 bis 0,8 mm, Bruchlast 50 kg), die sehr weich ist und sich kaum reckt.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] |
7.5.2 Praktisches – der Bau
Der Bau erfordert keine besonderen Kenntnisse oder Werkzeuge, und den Arbeitsaufwand schätze ich auf 10 bis 20 Arbeitsstunden ein. Auch die Materialkosten dürften mit etwa 20,- bis 30,- EUR wohl kaum eine Hobbykasse überfordern. Für sämtliche Klebeverbindungen wird ein spezielles Epoxyd (Zweikomponentenkleber) für Metalle verwendet. Für die Fixierung der korrekten Position der zu klebenden Teile zueinander eignen sich hervorragend Federspannzwingen (Baumarkt) verschiedener Größen.
Der Grundkörper und der Ausleger werden – wie bereits erwähnt – aus Baumarkt-Alu-U-Profilen hergestellt. Beim Kauf muss man darauf achten, dass die Profile ohne großes Spiel ineinander passen, aber noch leicht verschiebbar sind. Da die einzelnen Baumärkte zum Teil unterschiedliche Profil-Sortimente anbieten, kann es passieren, dass man erst im zweiten oder dritten Baumarkt fündig wird. Ich habe folgende U-Profile ausgewählt: 8 x 10 / 8 x 13,5 / 10 x 16,5 / 20 x 20 [mm]. Der Hersteller dieser Profile ist die Firma Dieckmann GmbH, Tel.:02371/9560, www.dieckmann.com. Der Vertrieb dieser Profile erfolgt ausschließlich über Baumärkte, beim Hersteller können Sie lediglich um die Information bitten, in welcher Baumarktkette Sie nach seinen Erzeugnissen fragen können.
Vor dem Baubeginn müssen der erforderliche Schotweg und das Stellmoment errechnet werden (Berechnung siehe Kapitel 5.4.2 und 5.4.3), und der Trommeldurchmesser und/oder die Drehzahl der bereits vorhandenen Segelwinde müssen angepasst werden. Es muss auch geklärt werden, welche Gerüstgröße durch die größte Decksöffnung noch hindurchpasst. Das kann man entweder zeichnerisch im Bauplan (Linienriss) ermitteln, oder man baut sich schnell einen ”Dummy”, zum Beispiel aus Leisten- und Sperrholzresten, mit dem man sich durch Probieren am Modell an die maximale Gerüstlänge herantastet. Diese Untersuchungen ergeben die Länge des Gerüsts sowohl im herausgefahrenen als auch im zusammengeschobenen Zustand.
TK 38 Schotwegverdopplung:
Sollte die erforderliche Schotweglänge die Einbaumöglichkeiten im Rumpf überfordern, so kann man in die Endlosschot einen ”mitfahrenden” Block integrieren und dadurch den erreichbaren Schotweg verdoppeln (Bild 7.24). Beachten Sie jedoch bitte, dass die Verdopplung des Schotwegs Hand in Hand mit dem Halbieren der Stellkraft geht.
Zusätzlich ist bei der Planung darauf zu achten, dass sich die an der Umlaufschot angeknüpften Enden der Segelschoten beim Dichtholen zum festen Umlenkblock der Umlaufschot (siehe Bild 7.3B) bzw. zur Windentrommel (siehe Bild 7.3A) hin bewegen. So wird der Zug der Schoten von der Befestigung des Umlenkblocks bzw. von der Lagerung der Winde aufgefangen. Würde der Zug auf den Spannblock wirken, gäbe die Spannfeder unter Umständen nach, und die ganze Umlaufschot würde sich lockern. Im Extremfall könnte sogar die Feder überzogen werden, der Rutscher würde seine Führung verlassen und die Funktion der Segelverstellung wäre nicht mehr sichergestellt.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] |
7.5.3 Grundkörper mit Windenhalterung
Alle Teile des Grundkörpers und der Windenhalterung werden gemäß Bild 7.25 beziehungsweise Stückliste (Tabelle 1) von den Profilstangen abgesägt, und die Schnittkanten werden gebrochen. An allen Teilen muss an den späteren Klebestellen die bei den Baumarkt-Profilen übliche Beschichtung (die Profile sind eloxiert) abgeschliffen werden. Vorteilhafterweise kann man diesen Arbeitsschritt mit einem im Bohrfutter einer Minibohrmaschine eingespannten Fächerschleifer erledigen. Als Basis für den Aufbau dient ein U-Profil 10 x 16,5 mm. Seine Länge ist von den zuvor untersuchten Längen im ”langen” sowie auch im ”kurzen” Betriebszustand abhängig. In meinem Fall waren das 360 mm – diese Länge trifft zum Beispiel auch für die ”Atlantis” von robbe zu. An ein Ende des Basisstücks werden zwei Zuschnitte aus dem 20 x 20 –er Profil gewissermaßen ”über Eck” angeklebt (Bild 7.26). Die so entstandene Schachtel nimmt später die Baugruppe ”Schotspannung” auf. Direkt auf dem Basisstück werden an seinem anderen Ende zwei etwa 15 mm lange Zuschnitte aus dem 20 x 20 –er Profil im Schraubstock zu Schellen gebogen (Bild 7.27), nach Bild 7.25 ausgerichtet und verklebt. Je nach zur Verfügung stehender Segelwinde wird ihre Halterung angefertigt und abhängig von den Platzverhältnissen im Rumpf beziehungsweise von der Gewichtsverteilung am Grundkörper platziert. Zwei Lösungen für zwei unterschiedliche Windentypen zeigen die Bilder 7.28 und 7.29. Wie auch immer die Windenhalterung konzipiert ist, sie wird an geeigneter Stelle an das Basisprofil angeklebt. Nach dem Aushärten des Klebers werden sämtliche Klebestellen mit Schrauben M2 gesichert. Achtung! An einigen Stellen müssen zwingend Senkkopfschrauben vorgesehen werden – siehe Fotos. Dabei ist es natürlich günstig, die dafür erforderlichen Arbeitsgänge zusammenzufassen und in einer Art Serienproduktion zu erledigen. So werden also alle Bohrungen auf einmal angerissen und gekörnt, die Kernlöcher von 1,6 mm Durchmesser mit der Minibohrmaschine (möglichst im Bohrmaschinenständer) gebohrt und angesenkt und überall wird das M2-Gewinde geschnitten. Beim Verschrauben ist es sicherlich kein Fehler, vor dem Eindrehen jeder Schraube einen Tropfen Epoxyd auf das Gewinde zu geben. Nach dem Aushärten des Klebers müssen dann die nach innen überstehenden Gewindeenden bündig mit der jeweiligen Profil-Innenseite abgeschnitten und beigeschliffen werden. Sehr gut geeignet ist für solche Arbeiten eine im Bohrfutter einer Kleinbohrmaschine eingespannte Trennscheibe.
Die Segelwinde wird an ihrer Halterung provisorisch befestigt und die Seiltrommel aufgesetzt. Die Mitte der Seiltrommel in senkrechter Richtung (die Mitte des Mittelstegs zwischen den beiden Rillen) markiert die Null-Ebene des ganzen Systems, auf die die Mitten der beiden Umlenkblöcke möglichst genau zu bringen sind (Bild 7.30). Die Entfernung der Null-Ebene von der Oberkante des Grundkörpers kann jetzt (zum Beispiel mit einem Messschieber) an der Windentrommel ausgemessen werden. Von diesem Maß zieht man die halbe Höhe des Umlenkblocks, die halbe Dicke des Rutschers und die halbe Breite der Führungsschiene ab (für die in der Stückliste aufgeführten Komponenten beträgt dieses Maß 4,75 mm). Das Ergebnis ist die Soll-Höhe der Seitenwangen der Schachtel über der Oberkante des Grundkörperprofils. Da die Schachtel aus dem 20 x 20-er Aluprofil in der Regel immer eine größere Höhe aufweist, müssen die Seitenwangen entsprechend der Soll-Höhe abgefräst oder abgesägt werden (Bild 7.31). Die Kopfplatte und zwei kleine Laschen von den Seitenwangen lässt man jedoch in voller Höhe stehen.
7.5.4 Schotspannung
Die Aufgabe dieser Baugruppe besteht darin, der Endlosschot ständig eine gewisse Vorspannung zu geben und dadurch das Abrutschen der Endlosschot von der Windentrommel zu verhindern (Zuverlässigkeit!). Üblicherweise wird entweder der Umlenkblock vorgespannt an einer Spiralfeder aufgehängt oder eine Spiralfeder wird direkt in die Endlosschot integriert. Das vorgestellte System (Bild 7.32, 7.40 und 7.41) mit einem zwangsgeführten abgefederten Umlenkblock mit Einstellschraube hat gegenüber den üblichen Anordnungen zwei wesentliche Vorteile: Die Führung verhindert das Verdrillen der Endlosschot, und die Einstellschraube macht ein genaues ”Dosieren” der Vorspannung möglich.
Zuerst werden die Seitenwangen (Bild 7.33) aus einer 1,5 mm dicken Leiterplatine mit Führungen aus einem Messing-U-Profil 3 x 3 x 0,5 mm vorbereitet. Bei mir waren die Maße der Rohstücke 142 x 40 mm für den Leiterplatinenzuschnitt beziehungsweise 139 mm Länge des U-Profils. Auf die Leiterplatine werden zwei Markierungslinien über Kreuz angerissen. Die eine Linie soll den Leiterplatinenzuschnitt exakt halbieren (Maß 71 = 142:2), die andere Linie markiert die Unterkante der Führungsschiene aus Messing-U-Profil 3 x 3 x 0,5 mm. Die Führungsschiene wird an ihrer Unterkante vorverzinnt und nach dem Ausrichten mit Hilfe einiger Lötpinzetten mittig auf die Leiterplatine weich gelötet (Bild 7.34). Es hat sich bei mir bewährt, die Schiene zuerst mit dem Lötkolben an die Platine zu ”heften” und direkt danach mit dem Flammbrenner fertig zu verlöten. Die Flamme darf nicht all zu groß eingestellt werden und muss während des Lötvorgangs ständig längs der Führungsschiene hin und her bewegt werden. So gelingt die Lötverbindung am besten, ohne dass sich die Kupferfolie der Platine von der Basis-GFK-Platte durch die Hitzeeinwirkung löst.
Nach dem Abkühlen und dem Entfernen der Flussmittelreste wird die Platine mit der aufgelöteten Schiene exakt in der Mitte zersägt. Nach Bedarf werden jetzt die Bohrungen für die erforderlichen Umlenkblöcke der Segelschoten ausgeführt, beziehungsweise es werden die Schotdurchführungen aus Messingrohrstücken angelötet (Bild 7.35). Bei einem eventuellen Lötvorgang müssen die Führungsschienen natürlich gegen Verrutschen gesichert werden. Das überflüssige Material der Leiterplatine oberhalb der Führungsschiene (dort wo weder Umlenkblöcke noch Schotdurchführungen vorgesehen sind) wird entfernt, und alle Kanten und Ecken werden rund geschliffen. Die fertigen Seitenwangen werden mit Hilfe einiger Spannzwingen an der ”Schachtel” am Ende des Grundkörpers so angeklebt, dass sich die Führungsschienen an der abgefrästen Oberkante der Schachtel (beziehungsweise an der Unterkante des eingefrästen Schlitzes) abstützen und gleichzeitig die Kanten der Seitenwangen mit der Kopfplatte der Schachtel bündig abschließen. Die Führungsschienen sind aus der Sicht der Schachtel nach innen gerichtet (Bild 7.36). Nach dem Aushärten des Klebers wird auch diese Klebeverbindung auf die bereits beschriebene Art und Weise mit M2-Schrauben gesichert. Die Kopfplatte wird auf der Ebene, die durch die Mitten der Führungsschienen markiert ist, mittig durchbohrt (Bild 7.37). Der Durchmesser der Bohrung beträgt 3,2 mm, damit die Spindel mit dem M3-Gewinde hier problemlos hindurchpasst. Der Teil der Kopfplatte, der über die Oberkanten der Seitenwangen der Schotführung hinausragt, wird abgesägt und verschliffen.
Aus einem Reststück Leiterplatine (1,5 mm dick) wird gemäß Bild 7.38 der Rutscher zugesägt. Seine Breite richtet sich nach dem Istmaß der Spannweite zwischen den beiden Führungsschienen abzüglich einiger Zehntelmillimeter Spiel. Die Ecken und Kanten des Rutschers sollten, um bessere Gleiteigenschaften zu erreichen, verrundet werden. Nach der Bearbeitung der Außenkanten wird die Mitte des Rutschers angerissen und gemäß Bild 7.38 werden zwei Bohrungen mit dem Durchmesser 2,1 mm für den Umlenkblock sowie eine Bohrung mit dem Durchmesser 1,0 mm für die Spannfeder angerissen, gekörnt und gebohrt. Zur Erleichterung der späteren Montage soll die 1,0 mm Bohrung etwas großzügiger gesenkt werden, damit sich die Spannfeder besser einhängen lässt.
Die Spindel (Bild 7.39) besteht aus einer Zylinderkopfschraube M3 x 50 (Stahl verzinkt oder Messing) mit hart eingelöteter Führungsplatte. Der Schlitz im Schraubenkopf wird ca. um 2 bis 3 mm tiefer eingesägt, und die Führungsplatte aus 1mm dickem Messingblech erhält mittig eine 3mm breite und ca. 1,5 mm tiefe Kerbe. Die so entstandene Verzahnung erleichtert nicht nur das Ausrichten und das Löten erheblich, sondern erhöht auch die Festigkeit der Lötverbindung. Wer sich das Hartlöten noch nicht zutraut, kann weich löten, dann aber bitte den Schraubenkopf zusammen mit der Führungsplatte quer durchbohren, einen Stift aus Messingdraht einsetzen und verlöten. Eine weitere Alternative, bei der man ganz ohne Löten auskommt, zeigt Bild 7.39 unten. Die Führungsplatte hat hier zusätzlich eine im rechten Winkel nach oben gebogene Lasche mit einem mittig angeordneten Durchgangsloch (Durchmesser 3,2 mm). Die Zylinderkopfschraube wird durch dieses Loch gesteckt und mit einer Mutter gesichert. In diesem Fall ist es allerdings erforderlich, das Durchgangsloch mit 3,2 mm Durchmesser für die Spindel in der Kopfplatte des Grundkörpers um das Maß ”X” höher zu bohren.
Als Spann-Zugfeder sollte man eine mit etwas steilerer Charakteristik auswählen (eine sogenannte härtere Feder), die einen kürzeren Federweg aufweist und nicht so einfach überbelastet (überzogen) werden kann. Der Federweg (Spannweg) sollte jedoch nicht kleiner sein als ca. 5 bis 6 mm. Die kleineren Spiralfedern (Bild 7.41) stammen aus dem Modelleisenbahnzubehör der Firma Fleischmann und sind für das Nachrüsten von Schienenfahrzeugkupplungen gedacht, die größeren (Bild 7.40) sind aus einem Spiralfedersortiment, das ich vor einigen Jahren bei Conrad Elektronic (www.conrad.de) gekauft habe. Da die Feder von Fleischmann als ”Meterware” angeboten wird, müssen hierbei Stücke von passender Länge (ca. 10 bis 12 mm) abgetrennt und die Einhängeösen selbst gebogen werden.
Die Spannmutter (Bild 7.38, Bild 7.42) ist das einzige Drehteil der gesamten Konstruktion. Ich habe sie als Rändelmutter vorgesehen, damit man sie in den engen Platzverhältnissen im Modellrumpf auch mit nur einem Finger werkzeuglos betätigen kann.
TK 39 Rändelmutter ohne Drehmaschine:
Wenn ich keine Drehmaschine hätte, würde ich die Bohrung eines Zahnrades passender Größe auf Durchmesser 2,5 mm aufbohren, ein Gewinde M3 schneiden und die Zahnköpfe mit der Feile etwas ”entschärfen”.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] | |
7.5.5 Ausleger
Für den Ausleger werden zwei Aluprofilstücke (Alu-U 8 x 13,5 / 8 x 10) auf das zuvor festgelegte Maß abgesägt und die Schnittkanten entgratet. Der Ausleger entsteht gemäß Bild 7.43 durch das bereits beschriebene Verkleben/Verschrauben dieser Stücke miteinander. Die stufige Anordnung des Auslegers bringt die Mitte des festen Umlenkblocks näher zu der zuvor ermittelten Null-Ebene, und gleichzeitig kommt man so der Form der üblicherweise am Bug ansteigenden Rumpfwand etwas entgegen. Wenn man zusätzlich diese Stufen noch etwas anschrägt (Bild 7.44), kann das ganze Gerüst samt Winde um einige Millimeter tiefer im Rumpf befestigt werden. Das kommt der Stabilität des Modells zugute.
Nach dem Bohren zweier Löcher (Durchmesser 2,1 mm) für die Befestigung des festen Umlenkblocks muss nur noch die Befestigung des Auslegers am Grundkörper fertiggestellt werden. Dazu wird der Ausleger in den Grundkörper eingeschoben und diese Einheit im Rumpf befestigt (die Befestigung im Rumpf muss individuell gelöst werden, einige Anregungen sind Bild 7.45 und Bild 7.46 zu entnehmen). Im Rumpf zieht man den Ausleger aus dem Grundkörper so weit heraus, bis er seine Endlage (Anschlag) an der Rumpfwand erreicht. Diese Position des Auslegers minus ca. 2 mm wird am Ausleger markiert (ich ziehe einen Strich entlang der Kante der hinteren Schelle am Grundkörper), und das Gerüst wird wieder abgeschraubt und aus dem Rumpf herausgenommen. Die Bohrungen werden am Ausleger angerissen und gekörnt, und unterhalb jeder Bohrung wird auf die Unterseite des Profils gemäß Bild 7.47 eine Verstärkung aus einem Stück Alublech angeklebt. Jetzt kann der Ausleger mit dem Grundkörper unter Berücksichtigung der zuvor angebrachten Markierung verbohrt werden (Durchmesser 4,2 mm). Während diese Bohrungen im Ausleger gesenkt werden, werden sie im Grundkörper dem Durchmesser der Bundmuttern entsprechend aufgebohrt (die Mutter muss sich stramm eindrücken lassen) und die Bundmuttern von unten eingeklebt (Bild 7.48). Bei der soeben beschriebenen Vorgehensweise ist eine hundertprozentige Flucht des Auslegers mit dem Grundkörper garantiert.
TK 40 Ersatz für Bundmuttern:
Sollten bei der Beschaffung der Bundmuttern Probleme auftreten, so schlage ich als Ersatz entweder Messing-Hülsenmuttern (Baumarkt) oder Anschraubmuttern (Modellbaufachgeschäft) vor.
In vielen Fällen tendiert der Ausleger aufgrund seiner Länge zum Durchbiegen unter Last. Um dies zu verhindern, sollte man einen Anschlag im Rumpf vorsehen. Der Anschlag wird so konzipiert, dass sich beim Einbau des Windengerüsts die Spitze des herausgefahrenen Auslegers unter den Anschlag schiebt und diesen berührt. Unter Last stützt sich die Spitze des Auslegers am Anschlag ab und wird dadurch bedingt am Ausschwenken nach oben gehindert. So kommt auch die Durchbiegung des Auslegers nicht zustande.
7.5.5 Endmontage
Bei der Montage wird die Spannfeder mit einer der beiden Ösen in die 1,0 mm Bohrung des Rutschers und mit der anderen Öse in die entsprechende Bohrung der Spindel eingehängt und der Spann-Umlenkblock angeschraubt (Bild 7.40 und Bild 7.41). Diese Einheit wird in die Führungsschienen eingeschoben und die Spindel gleichzeitig durch die 3,2 mm Bohrung in der Kopfplatte durchgesteckt, eine 3,2 mm Messing-Unterlegscheibe wird aufgeschoben und die Spannmutter aufgeschraubt. Der feste Umlenkblock findet am Ende des Auslegers seinen Platz. Das Gerüst wird nach individuellen Bedürfnissen mit Segelschot-Umlenkblöcken, -Ösen und –Durchführungen bestückt (Beispiel siehe Bild 7.49). Bei der Montage der Segelwinde muss berücksichtigt werden, dass die mitgelieferten Holzschrauben durch metrische zu ersetzen sind. Bei der HS 725 BB (Hitec), die ich standardmäßig verwende, kann man Schrauben M2,5 gerade noch durch die Befestigungshülsen am Windengehäuse hindurchstecken. Mit dem Aufsetzen und Befestigen der Seiltrommel wird die Montage abgeschlossen.
7.6 Endlosschot und Segelschoten
Vor dem Einziehen der Endlosschot muss die Winde an den Empfänger angeschlossen und die Fernsteuerungsanlage eingeschaltet werden. Der Trimmhebel des für die Segelwinde vorgesehenen Kanals soll sich in seiner Mittelstellung befinden. Die Position des Spannblocks ist so einzustellen, dass sich der Block im vorderen Bereich der Führungsschienen befindet und somit ein möglichst langer Spannweg zur Verfügung steht. Gemäß Bild 7.3b wird jetzt die Winde im Uhrzeigersinn bis zu ihrer Endlage gedreht (dies entspricht dem Betriebszustand ”voll gefiert”). Die Endlosschot wird zuerst um den Spannblock und dann um den festen Block zur Seiltrommel geführt. Soll eine Befestigung der Segelschoten an der Endlosschot mittels Klemmschieber vorgesehen sein, so müssen die Klemmschieber dabei zwischen den beiden Umlenkblöcken aufgefädelt werden.
Um den zusätzlichen Stellweg des Trimmhebels (Potis) am Sender zu berücksichtigen, ist es sinnvoll, die Endlosschot vor dem Verknoten mindestens eine ganze Windung um die (zum Beispiel) untere Seiltrommelhälfte zu wickeln (der halbe Trimmweg entspricht bei der HS 725 BB einer knappen Umdrehung der Seiltrommel). Die Endlosschot wird durch die Bohrung in der Mantelfläche der Seiltrommel durchgesteckt und im Inneren der Trommel verknotet. Der Durchmesser des Knotens ist größer als der Durchmesser der Bohrung, und die Endlosschot ist damit gegen Ausrutschen aus der Trommel gesichert. Nach dem Verknoten wird die Schnur mit ca. 5 mm Überstand abgeschnitten, und das überstehende Ende der Schnur wird verschmolzen. Anschließend wird die Seiltrommel vorsichtig mit der Fernsteuerung gegen den Uhrzeigersinn in ihre entgegengesetzte Endlage gedreht (Betriebszustand ”voll dichtgeholt”). Während dieses Vorgangs wickelt sich die Endlosschot Windung für Windung auf die untere Trommelhälfte. Es ist darauf zu achten, dass man der Endlosschot dabei mit der Hand eine gewisse Vorspannung gibt und dass die Windungen auf der Seiltrommel nebeneinander und nicht etwa übereinander verkreuzt liegen. Das noch lose Ende der Endlosschot wird jetzt auch mit mindestens einer Windung um die obere Trommelhälfte gelegt und verknotet. Der fertig eingezogenen Endlosschot wird mit der Spannmutter gerade so viel Spannung gegeben, dass sie nicht durchhängt und eine minimale Vorspannung aufweist. Die Winde mit der Endlosschot wird nun ein paar Mal von der einen Endlage in die andere gedreht, damit sich die Endlosschot richtig ”setzen” kann. Man sollte dabei wieder darauf achten, dass sich die Windungen der Endlosschot sowohl auf der unteren als auch auf der oberen Trommelhälfte parallel nebeneinander legen.
Beim Anknüpfen der Segelschoten geht man vorteilhafterweise so vor, dass man das Gerüst auf das Deck des Modells legt (ein darunter gelegter Lappen verhindert das Verkratzen des Decks). Die Segelschoten mit jeweils ca. 100 bis 200 mm Überlänge werden durch ihre Deckdurchführungen und Umlenkblöcke durchgezogen und an der Endlosschot befestigt. Das Gerüst wird eingebaut und die Winde in die Position ”voll dichtgeholt” gefahren. An den Nocks der Bäume beziehungsweise an den Schothornen der angeschlagenen Segel werden Schließen (Anglerbedarf) oder andere Befestigungselemente eingehakt und die Segelschoten daran angeknotet. Dabei ist unbedingt darauf zu achten, dass die Segel vom Bug zum Heck immer dichter und dichter geschotet werden müssen (Bild 7.50). Als Richtwert gilt, dass das Unterliek beziehungsweise der Baum des Großsegels im dichtgeholten Zustand im Winkel von ca. 5° zur Schiffsachse stehen soll. Alle Segel davor sollten einen um jeweils 2 bis 5° größeren Winkel aufweisen als das Großsegel. Das Besansegel (falls vorhanden) sollte man dagegen etwas dichter schoten als das Groß. Bei einem Schoner bildet sinngemäß das Schonersegel den Ausgangspunkt, die Vorsegel werden um den oben genannten Betrag loser und das Großsegel dichter geschotet. Bedingt durch die am Sender vorhandene Trimmmöglichkeit kann man bei Bedarf auch während des Segelns das gesamte Stell über den Endpunkt hinaus etwas dichter holen. Die Winkeleinstellung der einzelnen Segel zueinander bleibt dabei natürlich unverändert. Durch dieses zusätzliche Dichtholen kann ein Quäntchen mehr Höhe am Wind herausgeholt werden, allerdings auf Kosten des Gesamtvortriebs.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] |
7.7 Modifikationen des Windengerüsts
Auch ein bewährtes System wie das beschriebene Windengerüst kann weiter verbessert und individuell angepasst werden. So sind im Laufe der vergangenen Jahre so viele Abwandlungen entstanden, wie Modellbauer diese Baugruppe nachgebaut haben. Zwei von den mir bekannten Modifizierungen verändern die Konstruktion im Wesentlichen und sollen daher mit erwähnt werden.
7.7.1 Schotspannung mit Druckfeder
Der Hauptunterschied gegenüber der Schotspannung mit einer Zugfeder besteht hier im Wegfall des Rutschers (Bild 7.51). Die mit der Spindel hart verlötete Führungsplatte wird deutlich größer ausgeführt, damit der Spannblock direkt auf ihr angeschraubt werden kann. Die Führungsplatte übernimmt also die Funktion des Rutschers. Bei der Montage wird die Spindel durch die Bohrung in der Kopfplatte der Schachtel gesteckt, die zwischen zwei Unterlegscheiben sitzende Druckfeder wird aufgeschoben und die Spannmutter aufgeschraubt. Durch das Festziehen der Mutter wird die Feder zusammengedrückt und sorgt für die Vorspannung der Umlaufschot.
Der klare Vorteil der „Druckfedervariante“ gegenüber der „Zugfedervariante“ ist die schnellere und einfachere Anfertigung. Ein weiterer Vorteil liegt in der Tatsache, dass es systembedingt automatisch eine Wegbegrenzung gibt. Die Druckfeder kann nämlich nur so weit zusammengedrückt werden, bis ihre Windungen aneinander anliegen. Die Wegbegrenzung ist dann sinnvoll, wenn man ein baumloses Segel mit gegenläufigen Schoten ansteuern möchte (siehe nächstes Kapitel).
7.7.2 Wegbegrenzung an der Schotspannung
Beim Einsatz des gemäß Bild 7.3B (Winde in der Mitte der Umlaufschot) gebauten WIndengerüsts zum Ansteuern einer Genua kann die Forderung bezüglich der Zugrichtung der Segelschoten in Richtung Windentrommel bzw. fester Block (siehe Kapitel 7.5.2) nicht eingehalten werden. Da eine Genua (aber auch ein Klüver, ein baumloses Besanstagsegel oder ein Rahsegel) grundsätzlich über zwei gegenläufige Schoten gesteuert wird, muss leider die Zugrichtung einer der beiden Schoten auf den Spannblock gerichtet werden (Bild 7.52). Es besteht also theoretisch die Gefahr, dass die Spannfeder des Spannblocks überzogen wird bzw. dass der Rutscher aus seiner Führung herausgezogen werden könnte.
Abhilfe schafft ein Anschlag, der im vorderen Bereich der Führungsschienen befestigt wird und den Rutscher am Verlassen seiner Führung hindert. Um einen späteren Ausbau des Rutschers zu ermöglichen, sollte auch dieser Anschlag demontierbar gestaltet werden. Am einfachsten lässt sich diese Aufgabe mit einer simplen M2-Schraube lösen, die im vorderen Bereich der Führung quer durch die Führungsschiene gesteckt und von außen mit einer Mutter festgezogen wird (Bild 7.53). Es reicht vollkommen, wenn diese Maßnahme an nur einer der beiden Führungsschienen umgesetzt wird.
Eine weitere Lösungsvariante besteht im Umbau der Schotspannung von Zugfeder auf Druckfeder (siehe Kapitel 7.7.1). Man müsste eine neue Spindel mit einer größeren Führungsplatte bauen und ggf. ein neues Loch für die Spindel in der Kopfplatte der Schachtel bohren.
| [Übersicht] | [Berechnung] | [Anfertigung] | [Praktisches] | [Grundkörper] | [Ausleger] | [Modifikation] | [Allgemeines] | |
